Expert TIG, MIG & Arc Welding Solutions for Precision Manufacturing. From aerospace components to automotive assemblies, we deliver superior welding services with unmatched quality and reliability.

Our state-of-the-art welding capabilities cover all major welding processes, ensuring optimal results for every application and material combination.
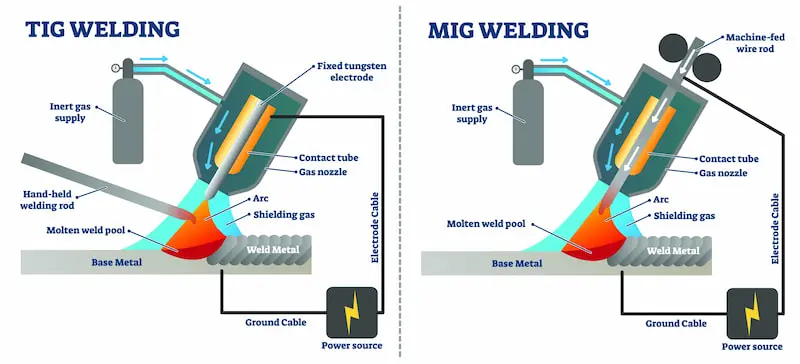
Gas Tungsten Arc Welding provides exceptional precision and quality for thin materials and critical applications. Perfect for aerospace, medical, and high-end automotive components.
Gas Metal Arc Welding offers high productivity and versatility for production welding. Ideal for structural components, automotive frames, and general fabrication.
Shielded Metal Arc Welding provides excellent penetration and strength for heavy-duty applications. Perfect for structural steel, pipeline, and field welding.
Understanding the differences between welding processes helps in selecting the optimal method for your specific application requirements.
Our certified welders have extensive experience with a wide range of materials, ensuring optimal welding parameters and techniques for each application.
304, 316, 410, 430 grades
6061, 5052, 7075 alloys
A36, 1018, 4140 grades
Grade 2, Ti-6Al-4V

Specialized techniques for joining different metals while managing thermal expansion and galvanic corrosion issues.
Pre and post-weld heat treatment protocols to maintain material properties and prevent distortion.
Optimal filler metal matching based on base materials, service conditions, and mechanical requirements.
Our advanced robotic welding systems deliver unmatched consistency, precision, and productivity for high-volume production and complex assemblies.
Full freedom of movement for complex geometries and optimal torch positioning in any welding application.
Real-time seam tracking and adaptive welding parameters for consistent quality across part variations.
Intelligent welding parameter adjustment based on real-time feedback for optimal penetration and quality.
Up to 300% faster welding speeds compared to manual operations with 24/7 operation capability.
Eliminates human variability with repeatable welding parameters and positioning accuracy.
Removes operators from hazardous welding environments while maintaining high safety standards.
Specialized welding techniques for critical applications requiring exceptional quality, precision, and reliability.
Material cleaning, joint preparation, and fixture setup to ensure optimal welding conditions and repeatability.
Precise control of voltage, current, travel speed, and shielding gas for optimal penetration and appearance.
Continuous monitoring of arc characteristics and weld pool behavior for immediate quality feedback.
Stress relief, heat treatment, and finishing operations to achieve final mechanical properties.

100% visual inspection per AWS D1.1 standards for surface quality and appearance.
Non-destructive testing including radiographic, ultrasonic, and dye penetrant methods.
Tensile, bend, and impact testing to verify mechanical properties and joint integrity.
Complete welding procedure specifications (WPS) and procedure qualification records (PQR).
Complex multi-component assemblies requiring precise fit-up, distortion control, and structural integrity for demanding applications.

Our structural welding capabilities encompass everything from simple bracket assemblies to complex multi-ton frameworks, ensuring structural integrity and compliance with engineering specifications.
Heavy structural steel frameworks
Precision machined assemblies
Custom equipment platforms
Architectural metalwork
Strategic weld order to balance thermal stress
Rigid fixtures to maintain dimensional accuracy
Controlled interpass temperatures
Post-weld heat treatment when required
Commercial and industrial building frameworks, trusses, and architectural elements.
Precision-machined equipment bases and support structures for industrial machinery.
Automotive and heavy vehicle chassis components with crash performance requirements.
Serving critical industries with specialized welding solutions that meet the most demanding quality and performance requirements.
Critical aerospace components requiring the highest quality standards, exotic materials, and complete traceability.
High-volume production welding for automotive components with emphasis on consistency and cost-effectiveness.
Precision welding for medical devices with biocompatible materials and cleanroom manufacturing requirements.
Complete material traceability from raw materials through final inspection with full documentation packages.
Controlled atmosphere welding for reactive materials and contamination-sensitive applications.
Comprehensive testing protocols including fatigue, corrosion, and biocompatibility testing as required.

Comprehensive quality management ensuring every weld meets or exceeds specification requirements through rigorous testing and documentation.
Material certification verification, dimensional inspection, and surface condition assessment before welding.
Real-time weld parameter monitoring, visual inspection between passes, and dimensional verification.
Comprehensive dimensional, visual, and NDT inspection with full documentation and certification.

Internal defect detection using X-ray and gamma ray techniques for critical welds.
High-frequency sound waves to detect subsurface discontinuities and measure weld penetration.
Surface crack detection using fluorescent or visible dye penetrants for precise flaw identification.
Surface and near-surface defect detection in ferromagnetic materials using magnetic fields.
Design for Manufacturing (DFM) principles to optimize weldability, minimize costs, and ensure high-quality results.
Design joints with adequate access for welding equipment and operator manipulation.
Select joint configuration to ensure complete fusion and adequate penetration.
Minimize welding-induced distortion through proper joint design and sequence planning.
Select materials with compatible welding characteristics and thermal properties.
Design joints between materials of similar thickness to minimize heat sink effects.
Choose appropriate filler metals based on base material properties and service conditions.
Restricted access preventing proper welding technique
Design adequate clearances and consider weld sequence
Asymmetric heating causing warping and dimensional changes
Balance weld placement and use proper fixturing
Poor joint design preventing adequate penetration
Optimize groove geometry and welding parameters
Expert answers to common questions about metal welding services, processes, and quality requirements.
TIG (GTAW) welding uses a tungsten electrode and inert gas, providing the highest quality and precision but at slower speeds. It’s ideal for thin materials and critical applications. MIG (GMAW) welding uses a consumable wire electrode and is faster, making it suitable for production work. Arc (SMAW) welding uses a consumable electrode with flux coating, offering portability and deep penetration for field work and thick materials.
Welding dissimilar metals directly is challenging due to differences in melting points, thermal expansion, and the formation of brittle intermetallic compounds. However, it can be achieved using specialized techniques such as friction welding, explosion welding, or transition joints with compatible intermediate materials. For aluminum to steel, we often use mechanical fastening, adhesive bonding, or specialized welding processes like friction stir welding.
Our welders hold certifications from the American Welding Society (AWS) and other recognized bodies. Certifications are specific to processes (TIG, MIG, Arc), materials (steel, aluminum, stainless), and positions (flat, horizontal, vertical, overhead). We also maintain specialized certifications for aerospace (NADCAP), pressure vessel (ASME), and structural steel (AWS D1.1) welding.
Distortion control is achieved through careful planning of welding sequence, proper fixturing, heat management, and sometimes pre-distortion techniques. We use balanced welding patterns, intermittent welding, and controlled interpass temperatures. For large assemblies, we employ strong-backs, jigs, and fixtures to maintain dimensional accuracy during welding.
We perform comprehensive inspection and testing based on applicable codes and customer requirements. This includes visual inspection per AWS standards, non-destructive testing (radiographic, ultrasonic, dye penetrant, magnetic particle), and when required, destructive testing such as tensile, bend, and impact tests. All testing is documented and certified.
Welding costs depend on material type and thickness, joint complexity, welding process requirements, quality standards, and production volume. Lead times are affected by material availability, fixturing requirements, inspection needs, and current workload. Complex assemblies requiring specialized procedures or extensive testing will have longer lead times and higher costs.