Solutions expertes en soudage TIG, MIG et à l'arc pour une fabrication de précision. Des composants aérospatiaux aux assemblages automobiles, nous fournissons des services de soudage supérieurs avec une qualité et une fiabilité inégalées.

Nos capacités de soudage de pointe couvrent tous les principaux procédés de soudage, garantissant des résultats optimaux pour chaque application et combinaison de matériaux.
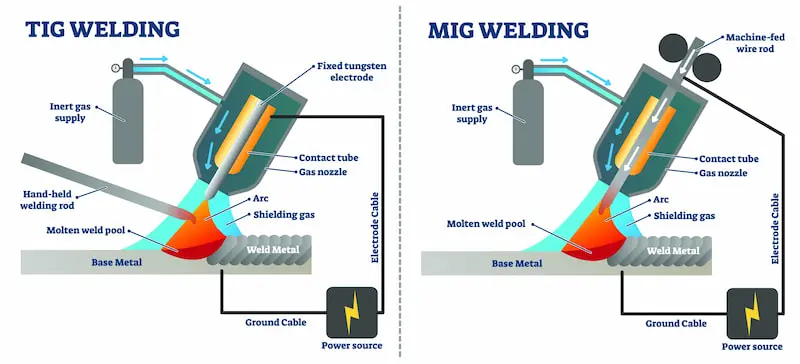
La soudure à l'arc avec électrode en tungstène offre une précision et une qualité exceptionnelles pour les matériaux fins et les applications critiques. Parfaite pour l'aérospatiale, le médical et les composants automobiles haut de gamme.
L'arc électrique à métal en fusion offre une grande productivité et une polyvalence pour la soudure de production. Idéal pour les composants structurels, les cadres automobiles et la fabrication générale.
La soudure à l'arc métallique sous protection offre une excellente pénétration et résistance pour les applications industrielles lourdes. Parfaite pour l'acier structurel, les pipelines et la soudure sur site.
Comprendre les différences entre les procédés de soudage aide à sélectionner la méthode optimale pour vos exigences spécifiques d'application.
Nos soudeurs certifiés ont une vaste expérience avec une large gamme de matériaux, garantissant des paramètres et des techniques de soudage optimaux pour chaque application.
304, 316, 410, 430 qualités
6061, 5052, 7075 alliages
A36, 1018, grades 4140
Niveau 2, Ti-6Al-4V

Techniques spécialisées pour assembler différents métaux tout en gérant les problèmes d'expansion thermique et de corrosion galvanique.
Protocoles de traitement thermique avant et après soudure pour maintenir les propriétés du matériau et prévenir la déformation.
Correspondance optimale du métal d'apport en fonction des matériaux de base, des conditions de service et des exigences mécaniques.
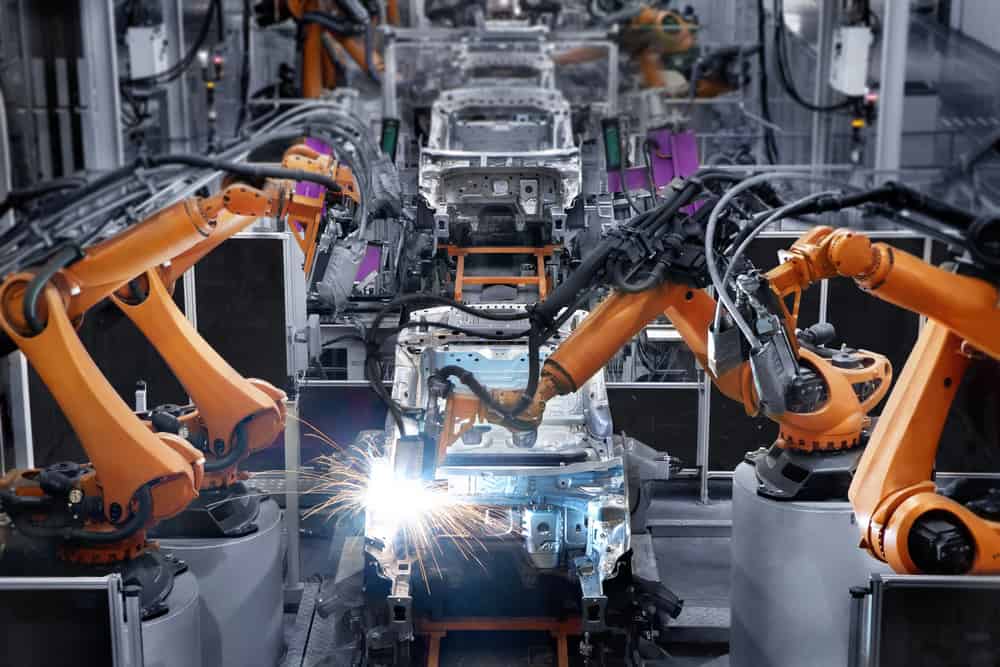
Nos systèmes de soudage robotisés avancés offrent une cohérence, une précision et une productivité inégalées pour la production en grande série et les assemblages complexes.
Liberté totale de mouvement pour les géométries complexes et un positionnement optimal de la torche dans toute application de soudage.
Suivi de joint en temps réel et paramètres de soudage adaptatifs pour une qualité constante malgré les variations des pièces.
Ajustement intelligent des paramètres de soudage basé sur un retour d'information en temps réel pour une pénétration et une qualité optimales.
Des vitesses de soudage jusqu'à 300% plus rapides par rapport aux opérations manuelles avec une capacité de fonctionnement 24h/24 et 7j/7.
Élimine la variabilité humaine grâce à des paramètres de soudage reproductibles et une précision de positionnement.
Supprime les opérateurs des environnements de soudage dangereux tout en maintenant des normes de sécurité élevées.
Techniques de soudage spécialisées pour des applications critiques nécessitant une qualité, une précision et une fiabilité exceptionnelles.
Nettoyage du matériau, préparation des joints et mise en place des dispositifs pour garantir des conditions de soudage optimales et une reproductibilité.
Contrôle précis de la tension, du courant, de la vitesse de déplacement et du gaz de protection pour une pénétration et une apparence optimales.
Surveillance continue des caractéristiques de l'arc et du comportement du bain de soudure pour un retour immédiat sur la qualité.
Soulagement du stress, traitement thermique et opérations de finition pour atteindre les propriétés mécaniques finales.

Inspection visuelle 100% selon les normes AWS D1.1 pour la qualité de surface et l'apparence.
Contrôle non destructif comprenant des méthodes radiographiques, ultrasonores et de pénétrant dye.
Test de traction, de flexion et d'impact pour vérifier les propriétés mécaniques et l'intégrité des joints.
Spécifications complètes de la procédure de soudage (WPS) et dossiers de qualification de la procédure (PQR).
Assemblages complexes multi-composants nécessitant un ajustement précis, un contrôle de la déformation et une intégrité structurelle pour des applications exigeantes.

Nos capacités de soudage structurel englobent tout, des assemblages de supports simples aux cadres complexes de plusieurs tonnes, garantissant l'intégrité structurelle et la conformité aux spécifications d'ingénierie.
Structures en acier lourd
Assemblages usinés avec précision
Plateformes d'équipement personnalisé
Travail de métallerie architecturale
Ordre de soudure stratégique pour équilibrer la contrainte thermique
Dispositifs rigides pour maintenir la précision dimensionnelle
Températures d'interpass contrôlées
Traitement thermique post-soudure si nécessaire
Structures de bâtiments commerciaux et industriels, fermes, et éléments architecturaux.
Bases d'équipement usinées avec précision et structures de support pour les machines industrielles.
Composants de châssis pour véhicules automobiles et poids lourds avec exigences de performance en cas de collision.
Servir des industries critiques avec des solutions de soudage spécialisées qui répondent aux exigences de qualité et de performance les plus exigeantes.
Composants critiques de l'aérospatiale nécessitant les normes de qualité les plus élevées, des matériaux exotiques et une traçabilité complète.
Soudage de production à haut volume pour les composants automobiles avec un accent sur la cohérence et la rentabilité.
Soudage de précision pour dispositifs médicaux avec des matériaux biocompatibles et des exigences de fabrication en salle blanche.
Traçabilité complète des matériaux depuis les matières premières jusqu'à l'inspection finale avec des dossiers de documentation complets.
Soudage sous atmosphère contrôlée pour les matériaux réactifs et les applications sensibles à la contamination.
Protocoles de test complets incluant des tests de fatigue, de corrosion et de biocompatibilité selon les besoins.

Gestion de la qualité globale garantissant que chaque soudure respecte ou dépasse les exigences de spécification grâce à des tests rigoureux et une documentation.
Vérification de la certification du matériau, inspection dimensionnelle et évaluation de l'état de surface avant la soudure.
Surveillance en temps réel des paramètres de soudage, inspection visuelle entre les passes et vérification dimensionnelle.
Inspection dimensionnelle, visuelle et NDT complète avec documentation et certification intégrales.

Détection de défauts internes utilisant des techniques de rayons X et de rayons gamma pour les soudures critiques.
Ondes sonores à haute fréquence pour détecter les discontinuités sous la surface et mesurer l'infiltration de la soudure.
Détection de fissures de surface à l'aide de pénétrants fluorescents ou visibles pour une identification précise des défauts.
Détection de défauts de surface et proches de la surface dans les matériaux ferromagnétiques à l'aide de champs magnétiques.
Principes de conception pour la fabrication (DFM) afin d'optimiser la soudabilité, de minimiser les coûts et d'assurer des résultats de haute qualité.
Concevez des joints avec un accès adéquat pour l'équipement de soudage et la manipulation par l'opérateur.
Sélectionnez la configuration de joint pour assurer une fusion complète et une pénétration adéquate.
Minimiser la déformation induite par la soudure grâce à une conception appropriée des joints et à une planification de la séquence.
Sélectionnez des matériaux avec des caractéristiques de soudage compatibles et des propriétés thermiques appropriées.
Concevez des joints entre des matériaux de épaisseur similaire pour minimiser les effets de dissipateur thermique.
Choisissez les métaux d'apport appropriés en fonction des propriétés du matériau de base et des conditions de service.
Accès restreint empêchant la technique de soudure appropriée
Concevoir des dégagements adéquats et envisager la séquence de soudage
Chauffage asymétrique provoquant une déformation et des changements dimensionnels
Équilibrer la position de soudure et utiliser un montage approprié
Mauvaise conception de l'articulation empêchant une pénétration adéquate
Optimiser la géométrie de la rainure et les paramètres de soudage
Réponses d'experts aux questions courantes sur les services de soudure métallique, les processus et les exigences de qualité.
La soudure TIG (GTAW) utilise une électrode en tungstène et un gaz inerte, offrant la plus haute qualité et précision mais à des vitesses plus lentes. Elle est idéale pour les matériaux fins et les applications critiques. La soudure MIG (GMAW) utilise un fil électrode consommable et est plus rapide, ce qui la rend adaptée au travail de production. La soudure à l’arc (SMAW) utilise une électrode consommable avec un revêtement de flux, offrant portabilité et pénétration profonde pour le travail sur le terrain et les matériaux épais.
Souder des métaux dissemblables directement est difficile en raison des différences de points de fusion, d'expansion thermique et de formation de composés inter métalliques fragiles. Cependant, cela peut être réalisé en utilisant des techniques spécialisées telles que la soudure par friction, la soudure par explosion ou des joints de transition avec des matériaux intermédiaires compatibles. Pour l'aluminium à l'acier, nous utilisons souvent un assemblage mécanique, un collage adhésif ou des procédés de soudure spécialisés comme la soudure par friction stir.
Nos soudeurs détiennent des certifications de la Société Américaine de Soudure (AWS) et d'autres organismes reconnus. Les certifications sont spécifiques aux procédés (TIG, MIG, Arc), matériaux (acier, aluminium, inox), et positions (à plat, horizontal, vertical, à l'envers). Nous maintenons également des certifications spécialisées pour la soudure aérospatiale (NADCAP), les récipients sous pression (ASME) et la soudure de structures en acier (AWS D1.1).
Le contrôle de la distorsion est réalisé grâce à une planification minutieuse de la séquence de soudage, un bon positionnement, la gestion de la chaleur, et parfois des techniques de pré-distorsion. Nous utilisons des schémas de soudage équilibrés, des soudages intermittents et des températures contrôlées entre les passes. Pour les grands assemblages, nous employons des contre-étaux, des gabarits et des dispositifs pour maintenir la précision dimensionnelle pendant le soudage.
Nous effectuons une inspection et des tests complets conformément aux codes applicables et aux exigences du client. Cela inclut une inspection visuelle selon les normes AWS, des tests non destructifs (radiographiques, ultrasonores, pénétrants, particules magnétiques), et lorsque cela est nécessaire, des tests destructifs tels que des essais de traction, de pliage et d'impact. Tous les tests sont documentés et certifiés.
Les coûts de soudage dépendent du type et de l'épaisseur du matériau, de la complexité de la jointure, des exigences du procédé de soudage, des normes de qualité et du volume de production. Les délais sont influencés par la disponibilité des matériaux, les exigences de fixation, les besoins en inspection et la charge de travail actuelle. Les assemblages complexes nécessitant des procédures spécialisées ou des tests approfondis auront des délais plus longs et des coûts plus élevés.