Экспертные решения по TIG, MIG и дуговой сварке для точного производства. От компонентов для аэрокосмической промышленности до автомобильных сборок — мы предоставляем первоклассные сварочные услуги с безупречным качеством и надежностью.

Наши современные сварочные возможности охватывают все основные процессы сварки, обеспечивая оптимальные результаты для каждого применения и сочетания материалов.
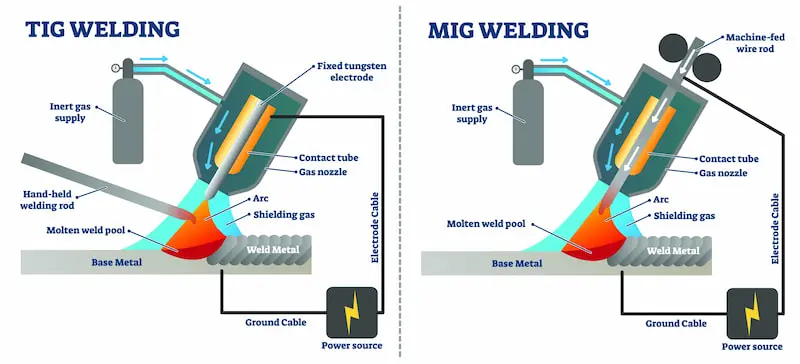
Газовая вольфрамовая дуговая сварка обеспечивает исключительную точность и качество для тонких материалов и критически важных применений. Идеально подходит для аэрокосмической, медицинской и высококлассной автомобильной продукции.
Газовая дуговая сварка металлом обеспечивает высокую производительность и универсальность для производственной сварки. Идеально подходит для конструкционных элементов, автомобильных каркасов и общего изготовления.
Щадящая дуговая сварка металлоконструкций обеспечивает отличное проникновение и прочность для тяжелых условий эксплуатации. Идеально подходит для конструкционной стали, трубопроводов и полевых сварочных работ.
Понимание различий между процессами сварки помогает выбрать оптимальный метод для ваших конкретных требований к применению.
Наши сертифицированные сварщики обладают обширным опытом работы с широким спектром материалов, обеспечивая оптимальные параметры и техники сварки для каждого применения.
304, 316, 410, 430 grades
6061, 5052, 7075 сплавы
A36, 1018, 4140 grades
2 класс, Ti-6Al-4V

Специализированные методы соединения различных металлов с учетом теплового расширения и проблем гальванической коррозии.
Протоколы термической обработки до и после сварки для сохранения свойств материала и предотвращения деформации.
Оптимальное соответствие наплавочного материала на основе базовых материалов, условий эксплуатации и механических требований.
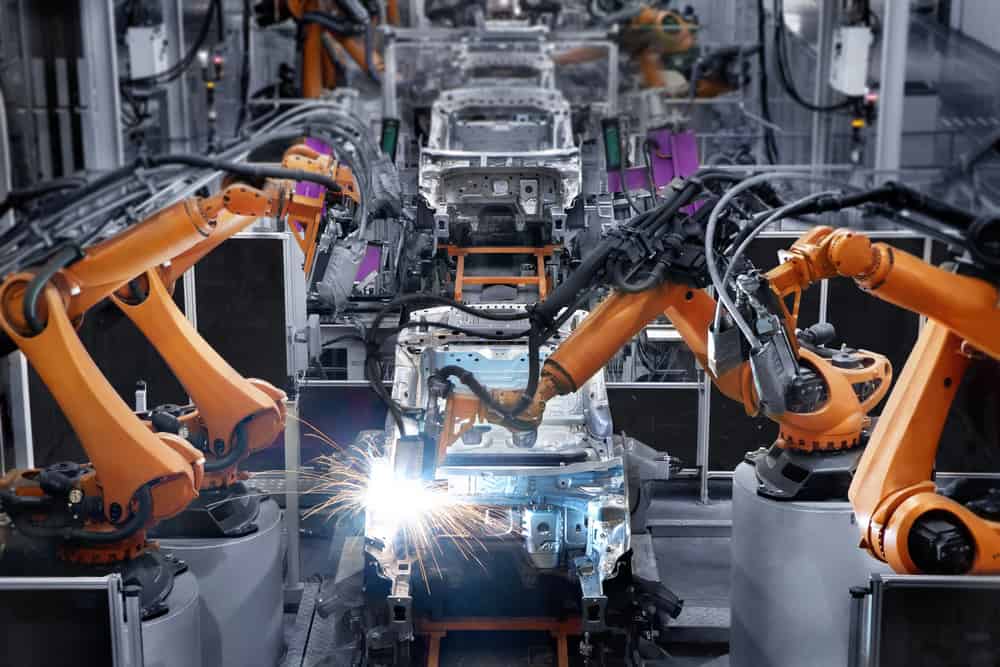
Наши передовые роботизированные системы сварки обеспечивают непревзойденную стабильность, точность и производительность для массового производства и сложных сборок.
Полная свобода перемещения для сложных геометрий и оптимального позиционирования горелки в любой сварочной задаче.
Отслеживание шва в реальном времени и адаптивные параметры сварки для обеспечения стабильного качества при вариациях деталей.
Интеллектуальная настройка параметров сварки на основе обратной связи в реальном времени для оптимального проникновения и качества.
До 3001ТП3Т более быстрые скорости сварки по сравнению с ручными операциями с возможностью работы 24/7.
Исключает человеческую изменчивость с помощью повторяемых параметров сварки и точности позиционирования.
Удаляет операторов из опасных условий сварки, при этом соблюдая высокие стандарты безопасности.
Специализированные методы сварки для критических применений, требующих исключительного качества, точности и надежности.
Очистка материала, подготовка шва и настройка приспособлений для обеспечения оптимальных условий сварки и повторяемости.
Точное управление напряжением, током, скоростью перемещения и защитным газом для оптимального проникновения и внешнего вида.
Постоянный мониторинг характеристик дуги и поведения сварочной ванны для немедленной обратной связи о качестве.
Снятие напряжений, термическая обработка и отделочные операции для достижения окончательных механических свойств.

100% визуальный осмотр в соответствии со стандартами AWS D1.1 по качеству поверхности и внешнему виду.
Неконтактное испытание, включая радиографические, ультразвуковые и капиллярные методы.
Испытания на растяжение, изгиб и удар для проверки механических свойств и целостности соединения.
Полные спецификации процедуры сварки (WPS) и записи квалификации процедуры (PQR).
Сложные многоэлементные сборки, требующие точной подгонки, контроля деформаций и структурной целостности для требовательных применений.

Наши возможности в области структурной сварки охватывают все, от простых сборок кронштейнов до сложных многотонных каркасов, обеспечивая структурную целостность и соответствие инженерным требованиям.
Тяжелые каркасы из конструкционной стали
Точные сборки, изготовленные с высокой точностью
Платформы пользовательского оборудования
Архитектурная металлическая работа
Стратегический порядок сварки для балансировки тепловых напряжений
Жесткие фиксаторы для поддержания точности размеров
Контролируемые температуры промежуточных проходов
Термическая обработка после сварки при необходимости
Каркасные конструкции коммерческих и промышленных зданий, фермы и архитектурные элементы.
Основания и опорные конструкции для промышленного оборудования, изготовленные с высокой точностью
Автомобильные и тяжелые шасси компонентов с требованиями к аварийной прочности.
Обслуживание ключевых отраслей с помощью специализированных решений для сварки, отвечающих самым строгим требованиям к качеству и производительности.
Критические аэрокосмические компоненты, требующие самых высоких стандартов качества, экзотических материалов и полной прослеживаемости.
Высокопроизводительная сварка для автомобильных компонентов с акцентом на стабильность и экономическую эффективность.
Точная сварка для медицинских устройств с использованием биосовместимых материалов и требований к производству в чистых комнатах.
Полная прослеживаемость материалов от сырья до финальной проверки с полными комплектами документации.
Контролируемая атмосфера сварки для реактивных материалов и приложений, чувствительных к загрязнениям.
Комплексные протоколы тестирования, включая испытания на усталость, коррозию и биосовместимость, по необходимости.

Комплексное управление качеством, обеспечивающее соответствие каждого сварного шва или превышение требований спецификаций посредством строгого тестирования и документации.
Проверка сертификата материала, измерительный контроль и оценка состояния поверхности перед сваркой.
Мониторинг параметров сварки в реальном времени, визуальный осмотр между проходами и проверка размеров.
Комплексная измерительная, визуальная и НКТ-инспекция с полной документацией и сертификацией.

Обнаружение внутренних дефектов с помощью рентгеновских и гамма-лучевых методов для критических сварных швов.
Высокочастотные звуковые волны для обнаружения подповерхностных разрывов и измерения проникновения сварного шва.
Обнаружение поверхностных трещин с помощью флуоресцентных или видимых проникающих красителей для точного выявления дефектов.
Обнаружение поверхностных и близлежащих к поверхности дефектов в ферромагнитных материалах с помощью магнитных полей.
Принципы проектирования для производства (DFM) для оптимизации свариваемости, минимизации затрат и обеспечения высококачественных результатов.
Проектируйте соединения с достаточным доступом для сварочного оборудования и манипуляций оператора.
Выберите конфигурацию соединения для обеспечения полного слияния и достаточного проникновения.
Минимизируйте деформацию, вызванную сваркой, с помощью правильного проектирования соединений и планирования последовательности.
Выбирайте материалы с совместимыми характеристиками сварки и тепловыми свойствами.
Проектируйте соединения между материалами одинаковой толщины, чтобы минимизировать эффекты теплового рассеяния.
Выбирайте подходящие наплавочные материалы, основываясь на свойствах базового материала и условиях эксплуатации.
Ограниченный доступ, препятствующий правильной технике сварки
Разработайте соответствующие зазоры и учтите последовательность сварки
Асимметричное нагревание, вызывающее деформацию и изменение размеров
Балансируйте расположение сварных швов и используйте правильное закрепление
Плохой дизайн соединения, препятствующий достаточному проникновению
Оптимизировать геометрию канавки и параметры сварки
Экспертные ответы на распространённые вопросы о услугах по сварке металлов, процессах и требованиях к качеству.
TIG (GTAW) сварка использует вольфрамовый электрод и инертный газ, обеспечивая наивысшее качество и точность, но при более низких скоростях. Она идеально подходит для тонких материалов и критических применений. MIG (GMAW) сварка использует расходный проволочный электрод и работает быстрее, что делает её подходящей для производственных работ. Дуга (SMAW) сварка использует расходный электрод с флюсовым покрытием, обеспечивая портативность и глубокое проплавление для полевых работ и толстых материалов.
Сварка различных металлов напрямую является сложной задачей из-за различий в точках плавления, тепловом расширении и образовании хрупких межметаллических соединений. Однако это возможно с использованием специальных технологий, таких как трениевая сварка, взрывная сварка или переходные соединения с совместимыми промежуточными материалами. Для алюминия и стали мы часто используем механическую фиксацию, клеевое соединение или специальные сварочные процессы, такие как трениевая сварка вращением.
Наши сварщики имеют сертификаты Американского общества сварки (AWS) и других признанных организаций. Сертификаты относятся к конкретным процессам (TIG, MIG, дуговая сварка), материалам (сталь, алюминий, нержавеющая сталь) и позициям (плоская, горизонтальная, вертикальная, верхняя). Мы также поддерживаем специализированные сертификаты для аэрокосмической промышленности (NADCAP), сварки сосудов под давлением (ASME) и конструкционной стали (AWS D1.1).
Контроль искажения достигается за счет тщательного планирования последовательности сварки, правильной фиксации, управления теплом и иногда предварительных техник искажения. Мы используем сбалансированные схемы сварки, прерывистую сварку и контролируемую температуру между проходами. Для крупных сборок мы применяем распорки, приспособления и фиксаторы для поддержания размерной точности во время сварки.
Мы проводим всестороннюю инспекцию и испытания в соответствии с применимыми стандартами и требованиями заказчика. Это включает визуальный осмотр по стандартам AWS, неразрушающие методы контроля (рентгенографический, ультразвуковой, капиллярный, магнитопорошковый), а при необходимости — разрушительные испытания, такие как растяжение, изгиб и ударные испытания. Все испытания документируются и сертифицируются.
Стоимость сварки зависит от типа и толщины материала, сложности соединения, требований к процессу сварки, стандартов качества и объема производства. Сроки выполнения зависят от доступности материала, требований к фиксации, необходимости проверки и текущей загрузки. Сложные сборки, требующие специальных процедур или обширных испытаний, будут иметь более длительные сроки и более высокие затраты.