Вы испытываете трудности с освоением Допуск натяжного соединения для ваших механических сборок? Правильное зазорное соединение может определить надежность и производительность ваших деталей, будь то проектирование для аэрокосмической, автомобильной или медицинской отраслей.
Как эксперты в точная обработка на ЧПУ, we at topcncpro понимать сложности достижения идеальных соединений. Опираясь на многолетний опыт в отрасли, мы создали это руководство, чтобы упростить процесс и поделиться практическими советами, которых вы не найдете в базовых учебниках.
В этом посте вы узнаете, как рассчитывать допуски натяжного соединения, применять отраслевые стандарты, такие как ISO 286, и избегать распространенных ошибок — все с практическими советами, чтобы ваши сборки были надежными и экономичными.
Давайте погрузимся и раскроем секреты для точная обработка успех!
Допуск на пресс-фиттинг Основы
Определение и основные концепции
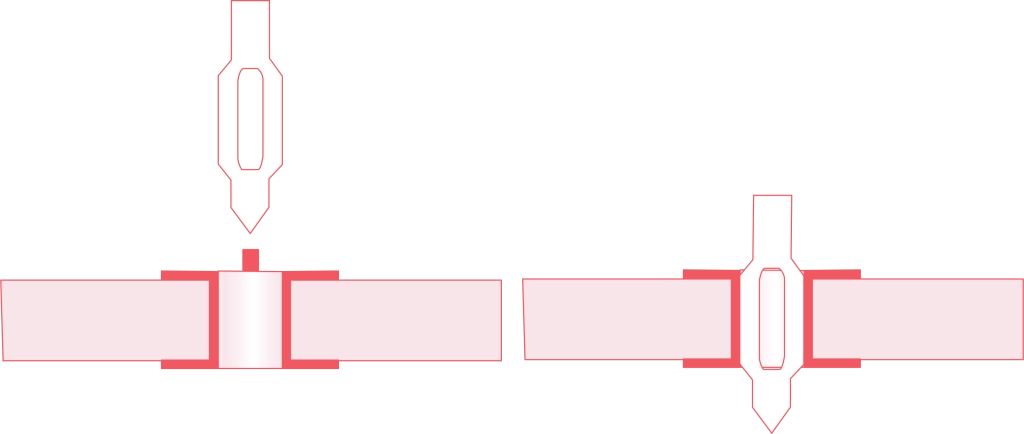
Допуск на пресс-фиттинг относится к точному размерному зазору между двумя соединяющимися деталями, обычно валом и отверстием, который обеспечивает надежное соединение без необходимости дополнительного крепления. Этот зазор контролирует зазорное соединение — где диаметр вала немного больше диаметра отверстия, создавая плотное соединение при сборке.
В своей основе допуск на пресс-фиттинг балансирует между слишком свободным (что приводит к движению) и слишком тугим (что вызывает трудности при сборке или потенциальные повреждения). Правильно определенные допуски на пресс-фиттинг необходимы для надежной механической сборки и обеспечивают стабильную работу на протяжении всего срока службы продукта.
Ключевая терминология
- Интерференционное соединение: соединение, при котором детали необходимо запрессовать вместе, так как вал больше отверстия.
- Допуски вала и отверстия: допустимые отклонения в размерах валов и отверстий для достижения нужного соединения.
- Накопление допусков: совокупный эффект различных размеров и их допусков в сборке.
- Поверхностная отделка для пресс-фитингов: качество поверхности, которое может влиять на трение и прочность соединения при пресс-фиксации.
Понимание этих терминов важно для тех, кто занимается точная обработка или проектирует пресс-фиксации в операциях с ЧПУ.
Применение допусков пресс-фиксации
Допуски пресс-фиксации широко используются в отраслях, где Допуски CNC-обработки нужно обеспечить очень надежные соединения:
- Автомобильные компоненты, такие как блоки двигателей и сборки передач
- Аэрокосмические приложения, требующие виброустойчивых сборок
- Подшипники и сборки валов в тяжелой технике
- Электрические разъемы и корпуса, требующие минимального перемещения
Тщательно применяя допуски пресс-фиксации, производители обеспечивают плотные, виброустойчивые и долговечные сборки, важные для высокопроизводительных продуктов.
Если вы хотите углубиться в основы допусков и инженерные концепции, связанные с посадками, ознакомьтесь с этим всесторонним ресурсом о Объяснение допусков в инженерии.
Как точно рассчитать допуск для пресс-фитинга
Расчет Допуск натяжного соединения является важным для достижения идеального зазора между валом и отверстием, особенно при ЧПУ-обработке, где важна точность. Вот простой подход, чтобы обеспечить плотные соединения без риска повреждений или отказов.
Пошаговый процесс расчета допуска для пресс-фитинга
-
Определите базовые размеры
Начинайте с номинальных диаметров вала и отверстия. Это ваши базовые измерения перед применением допусков.
-
Определите допуски вала и отверстия
Используйте стандарты такие как ISO 286 or ANSI B4.1 получить оценки допусков для вала и отверстия. Эти допуски определяют допустимые вариации размеров.
-
Рассчитать максимальные и минимальные пределы
Для вала и отверстия вычислить максимальное условие материала (MMC) и минимальное условие материала (LMC):
- MMC для вала: наибольший диаметр вала
- LMC для отверстия: наименьший диаметр отверстия
-
Найти диапазон зазора
Прессовое соединение требует зазора, поэтому вычитаем LMC отверстия из MMC вала, чтобы получить максимальный зазор. Аналогично, вычитаем MMC отверстия из LMC вала для минимального зазора.
-
Проверить диапазон прессового соединения
Значения зазора должны находиться в пределах допустимых норм, чтобы избежать слишком свободных или слишком плотных соединений, что может привести к механическим повреждениям или проблемам при сборке.
Инструменты для точных расчетов посадочных соединений
- Калькуляторы посадочных соединений доступны онлайн и в виде программных плагинов. Они автоматизируют сложные расчеты накопленных допусков и основываются на признанных стандартах.
- CAD-программы с интегрированными модулями анализа допусков помогают визуализировать соединения на этапе проектирования.
- Инструменты точного измерения, такие как микрометры и калибры для измерения отверстий, подтверждают фактические размеры во время производства и контроля качества.
Ключевые факторы, влияющие на расчеты допусков
- Свойства материалов: Различные металлы расширяются и сжимаются по-разному, что влияет на посадку после сборки или при изменении температуры.
- Отделка поверхности: Грубая поверхность может увеличить трение, требуя небольших регулировок зазора.
- Методы сборки: Прессовая посадка с использованием нагрева или смазки изменяет эффективную посадку за счет расширения или уменьшения трения.
- Допуски: В сложных сборках накопленные небольшие допуски могут неожиданно изменить зазор, поэтому всегда учитывайте совокупные эффекты.
Следуя этому четкому процессу и обращая внимание на эти факторы, мы можем точно рассчитывать и реализовывать допуски на прессовую посадку, обеспечивая надежные механические сборки в российской промышленности.
Лучшие практики внедрения допусков на прессовую посадку в ЧПУ-обработке
Когда работаешь с Допуск натяжного соединенияПравильное выполнение от проектирования до контроля качества — ключ к гладкой механической сборке и долговечной работе. Вот как можно успешно реализовать этот процесс.
Особенности проектирования для допусков на прессовую посадку
- Выберите правильное соединение с натягом тип в зависимости от применения (легкое, среднее или сильное натяжение). Это помогает избежать слишком плотных или слишком свободных валов и отверстий.
- Учитывайте свойства материала такие как эластичность и тепловое расширение. Материалы, такие как алюминий и сталь, реагируют по-разному при сборке.
- Учитывайте качество поверхности – более гладкие поверхности снижают трение, что влияет на плотность посадки компонентов.
- Используйте стандартизированные допуски на валы и отверстия следуя ISO 286 или ANSI B4.1 для обеспечения совместимости и исключения догадок.
- Проектируйте для зазора в сборке особенно в сложных сборках для предотвращения накопительных ошибок, вызывающих проблемы с посадкой.
Технологии производства для точных допусков пресс-формов
- Используйте точная обработка оборудование, такое как ЧПУ-станки, откалиброванные для строгих допусков.
- Постоянно контролируйте и регулируйте параметры обработки для поддержания последовательных размеров вала и отверстия.
- Применяйте контролируемые условия окружающей среды во время обработки для снижения деформации материала.
- Используйте надежный калькулятор прессовой посадки или программное обеспечение для планирования посадок перед производством — минимизирует проб и ошибок.
Меры контроля качества для обеспечения точности посадки
- Проведение внутрипроцессных инспекций с использованием калиброванных измерительных инструментов, таких как микрометры и калибры для отверстий, для проверки размеров.
- Выполнить пробочную сборку для тестирования фактической интерференционной посадки, чтобы избежать чрезмерного усилия или зазоров.
- Implement статистический контроль процесса (SPC) отслеживать вариации и быстро выявлять тенденции или проблемы.
- Документировать все данные о допусках и результаты инспекций для обеспечения прослеживаемости и содействия постоянному улучшению.
Объединяя эти лучшие практики, вы снизите риск отказов посадки, сэкономите время на исправлениях и поставите сборки, которые работают надежно — именно этого требуют российские производители в области точности и последовательности.
Общие проблемы и решения в допусках пресс-фиттинга
Когда работаешь с Допуск натяжного соединения в ЧПУ-обработке и механической сборке часто возникают несколько проблем. Понимание этих вопросов и способов их решения — ключ к достижению надежных зазоров и точных результатов обработки.
Некорректное вмешательство, вызывающее свободные или чрезмерно плотные зазоры
Одна из главных проблем — добиться правильного зазора. Если зазор слишком мал, соединение становится свободным, что ведет к механическому люфту или даже отказу детали. С другой стороны, слишком большое вмешательство создает чрезмерно плотные соединения, усложняющие сборку, риск трещин или вызывающие чрезмерное напряжение на компонентах.
Как решить эту проблему:
- Тщательно рассчитывайте вмешательство, используя проверенные стандарты, такие как ISO 286 и ANSI B4.1, которые задают допуски на вал и отверстие.
- Используйте специализированные калькуляторы пресс-натяжения для моделирования соединений перед производством.
- Указывайте правильную поверхностную обработку для пресс-натяжений, поскольку шероховатые поверхности могут увеличить трение и повлиять на ощущение плотности соединения.
- Тесное сотрудничество с производителями, опытными в точной механической обработке, для уточнения допусков.
Деформация материала при сборке
Пресс-натяжения создают нагрузку на компоненты, и материалы могут деформироваться, когда сила при сборке превышает их пределы. Эта деформация приводит к деталям, не соответствующим проектным характеристикам, или к появлению точек напряжения, снижающих долговечность.
Стратегии снижения включают:
- Выбор подходящих материалов с правильными механическими свойствами для прессовой посадки.
- Применение точных технологий производства для строгого контроля допусков.
- Использование сборочных процессов, таких как контролируемое нагревание или охлаждение (термическое расширение), для облегчения посадки без повреждения деталей.
- Обеспечение поддержки деталей инструментами и приспособлениями во время сборки, чтобы избежать изгиба или деформации.
Накопление допусков в сложных сборках
В сборках с несколькими сопрягаемыми деталями совокупный эффект допусков отдельных деталей может привести к значительным отклонениям, известным как зазора в сборке. Это может привести к неправильному выравниванию, плохой посадке или отказам при сборке.
Для управления накоплением допусков:
- Моделируйте совокупные допуски на ранней стадии проектирования.
- Используйте более жесткие допуски на критичных компонентах и ослабляйте их там, где это возможно, чтобы сбалансировать стоимость и точность.
- Интегрировать измерение размеров на нескольких этапах производства.
- Сотрудничать с экспертами по ЧПУ, которые понимают эффекты накопления ошибок и могут корректировать параметры обработки.
Как topcncpro решает эти задачи
At topcncpro, мы специализируемся на устранении распространенных проблем с натяжением при прессовой посадке через:
- Соответствие признанным отраслевым стандартам, таким как ISO 286 и ANSI B4.1, для обеспечения точности допусков на валы и отверстия.
- Обеспечивая передовые калькуляторы пресс-натяжения и ресурсы для точной настройки натяжных соединений перед началом обработки.
- Используя современные допуски ЧПУ и прецизионные инструменты для ограничения деформации материала и поддержания однородных поверхностных покрытий.
- Предлагая экспертные консультации по проектированию для управления накоплением допусков в сложных механических сборках.
- Внедряя строгие меры контроля качества, чтобы каждая деталь соответствовала требованиям по натяжению при прессовой посадке.
Наш оптимизированный процесс и глубокое понимание допусков на пресс-фит делают нас надежным партнером для точных механических сборок. Для получения дополнительной информации по связанным темам допусков ознакомьтесь с нашим руководством по Объяснение допусков в инженерии.
Отраслевые стандарты и инструменты для допусков на пресс-фит

Понимание и применение правильных отраслевых стандартов для допусков на пресс-фит имеет решающее значение для достижения надежных механических сборок, особенно при работе с допусками на вал и отверстие в ЧПУ-обработке. Эти стандарты обеспечивают согласованность, уменьшают ошибки и помогают избежать дорогостоящих переделок в проектах точной обработки.
Обзор ключевых отраслевых стандартов
Два из наиболее широко признанных стандартов в допусках на пресс-фит это:
- ISO 286Этот международный стандарт определяет пределы и посадки, охватывая диапазоны допусков для валов и отверстий. Он является основным для инженеров, которые хотят точно и надежно указывать посадки с натягом.
- ANSI B4.1: В основном используемый в России, этот стандарт также устанавливает руководящие принципы для посадок валов и отверстий. Он тесно связан с ISO 286, но ориентирован на российские производственные практики и материалы.
Оба стандарта помогают определить, как рассчитывать и применять посадки с натягом, помогая токарям и инженерам контролировать Допуски CNC-обработки для достижения наилучших результатов.
Полезные инструменты и ресурсы
Чтобы уверенно работать с допусками натяжных соединений, вам нужны инструменты, которые упрощают расчеты и позволяют быстро проверять накопление допусков:
- Калькуляторы посадочных соединений (онлайн или автономное программное обеспечение), учитывающее размеры натяга и свойства материалов.
- Ссылки на таблицы допусков основанные на ISO 286 или ANSI B4.1 для быстрого выбора посадок.
- Плагины для CAD-программ которые автоматически рассчитывают посадки и генерируют подробные спецификации для производства.
- Измерительные инструменты такие как штангенциркули и микрометры для проверки фактических размеров деталей, чтобы убедиться, что они соответствуют допускам.
Использование этих инструментов помогает избежать распространенных проблем, таких как слабые посадки, чрезмерное усилие при сборке или деформация материала.
Как topcncpro интегрирует стандарты
В topcncpro мы понимаем важность соблюдения отраслевых стандартов при производстве ваших индивидуальных деталей. Мы:
- Строго применяем стандарты ISO 286 и ANSI B4.1 для определения допусков посадки для каждого проекта.
- Используем передовое калькуляторы пресс-натяжения и CNC-программное обеспечение для оптимизации допусков вала и отверстия перед производством.
- Выполнить проверки контроля качества с точностью которые подтверждают, что фактические детали соответствуют заданным требованиям по отделке поверхности и зазорам.
- Предоставить четкую документацию и рекомендации по посадке на основе лучших отраслевых практик для поддержки гладкой механической сборки.
Следуя этим стандартам и используя правильные инструменты, topcncpro обеспечивает идеальную посадку ваших деталей каждый раз — никаких сюрпризов при сборке, никаких проблем с гарантией. Наш подход экономит время, уменьшает количество брака и повышает надежность ваших механических проектов.
Практический пример применения допусков пресс-фиттинга в ЧПУ-обработке
Кейс-стади сборки блока двигателя автомобиля
Один из лучших способов понять как использовать допуски пресс-фиттинга — это рассмотреть практический пример в ЧПУ-обработке — распространенный сценарий — сборка блока двигателя автомобиля. В этом применении пресс-фиксы имеют решающее значение для надежного соединения таких компонентов, как подшипники распредвала, цилиндровые вкладыши и шестеренчатые валы, без дополнительных крепежных элементов.
Например, пресс-фикс подшипника распредвала требует зазора с очень точным контролем размеров, чтобы обеспечить отсутствие движения во время работы двигателя, но при этом позволять сборку без повреждения детали. Использование правильных допусками на вал и отверстие руководств по стандартам ISO 286 и ANSI B4.1 может снизить риск деформации и обеспечить плавную механическую сборку.
Визуальные средства для допусков пресс-фикса
играют важную роль в проверке и коммуникации требований к пресс-фиксу во время проектирования и производства:
- Таблицы допусков по размерам показывающие номинальные размеры и допустимые верхние и нижние пределы.
- Диаграммы накопления допусков на зазор для иллюстрации совокупного эффекта вариаций деталей.
- Диаграммы шероховатости поверхности для обеспечения идеальной шероховатости сопрягаемых поверхностей для оптимальной посадки с натягом.
- 3D моделирование и симуляция CAD для прогнозирования зазоров и облегчения сборки до производства.
Эти визуальные инструменты помогают инженерам и токарям убедиться, что достигается правильное количество натяга, предотвращая такие проблемы, как чрезмерное деформирование или люфт.
Роль topcncpro в обеспечении точных допусков на посадку с натягом
At topcncpro, мы специализируемся на предоставлении точная обработка и индивидуальных деталей, соответствующих строгим требованиям к допускам посадки с натягом. Мы используем передовые технологии ЧПУ-обработки в сочетании с нашими внутренними калькулятор прессовой посадки инструменты для:
- Расчет точных значений зазора при соединениях на основе свойств материалов и требований к применению.
- Контроль производственных процессов с жесткими допусками на ЧПУ для соответствия стандартам ISO 286 и ANSI B4.1.
- Внедрение строгих мер контроля качества, включая измерение размеров и проверку поверхности.
- Предоставление подробных отчетов и поддержки для оптимизации механической сборки и предотвращения проблем с посадкой.
Наш опыт гарантирует, что компоненты вашего блока двигателя, или любые другие критические сборки, достигают идеальной посадки — обеспечивая долговечные, высокопроизводительные детали с постоянными результатами сборки.
Для получения более базовой информации о допусках в инженерии и практических рекомендациях ознакомьтесь с Объяснение допусков в инженерии. Это помогает устранить разрыв между концепциями проектирования и точностью, необходимой в реальных задачах ЧПУ.
Этот реальный пример показывает, как детализация допусков при посадке может значительно повлиять на производительность и надежность. С правильными расчетами, инструментами и методами производства вы получаете сборки, которые выдерживают давление без дорогостоящего переделывания или отказов.