Профессиональные услуги по производству экструдированных радиаторов
Передовая технология алюминиевого профилирования, обеспечивающая экономичные тепловые решения с превосходной производительностью, гибкостью дизайна и проверенной надежностью для различных применений.
Почему выбирают экструдированные радиаторы?
Вытянутые алюминиевые радиаторы являются наиболее широко используемым решением для теплового управления в отрасли, предлагая оптимальный баланс производительности, стоимости и эффективности производства.
Cost-Effective
Наиболее экономичный метод производства радиаторов с минимальными затратами на оснастку и высокой производственной эффективностью.
Легкий дизайн
Алюминиевая конструкция обеспечивает отличную тепловую эффективность при минимальном весовом воздействии.
Гибкость дизайна
Широкий ассортимент вариантов профилей от простых прямых ребер до сложных геометрий для оптимизированного охлаждения.
Быстрое производство
Быстрое создание прототипов и возможности массового производства с постоянным качеством и точностью размеров.
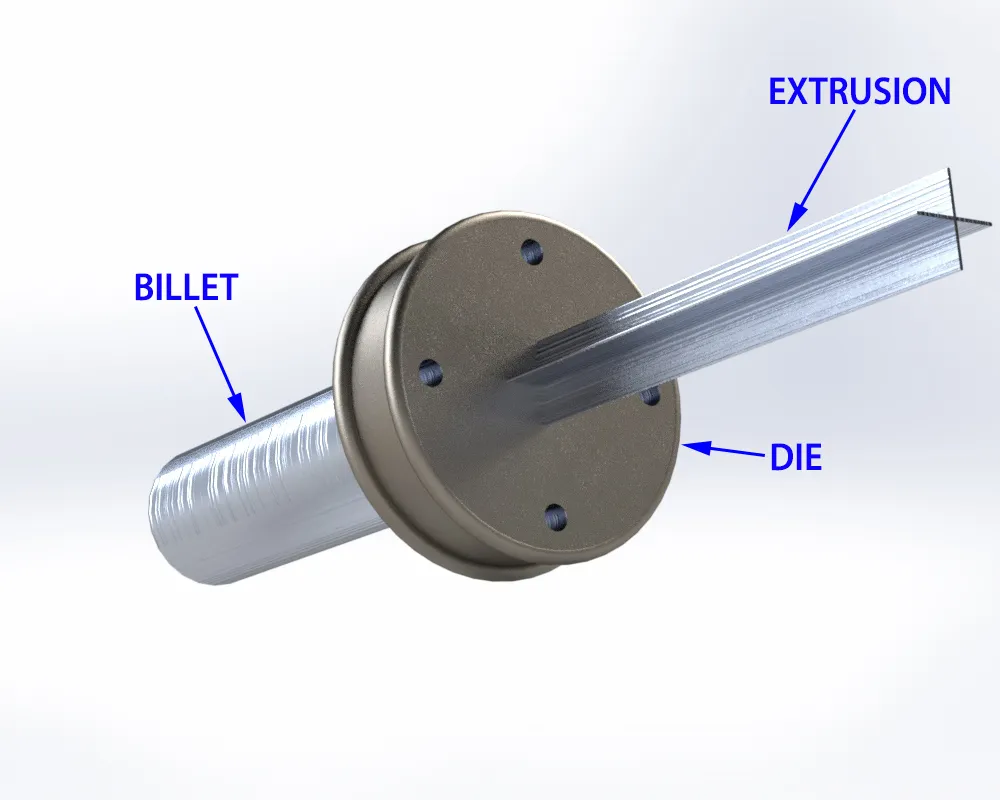
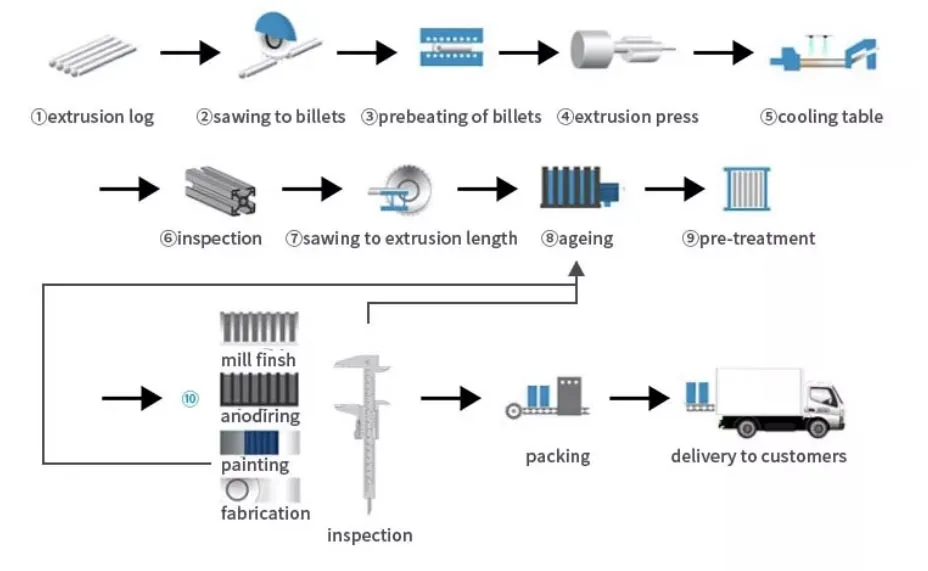
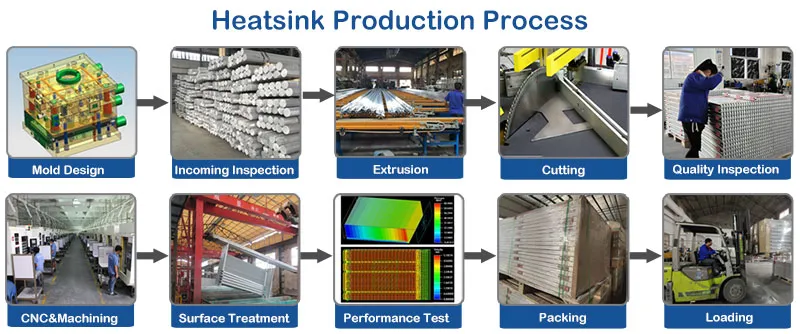
Передовой процесс алюминиевого экструдирования
Наша современная технология экструзии превращает алюминиевые заготовки в прецизионные профили радиаторов с помощью контролируемых процессов формовки при высокой температуре.
Технология точной экструзии
Подготовка заготовки
Алюминиевые заготовки (сплав 6061/6063) нагреваются до 520-540°C для оптимальной пластичности и характеристик течения.
Образование
Гидравлические поршни высокого давления проталкивают расплавленный алюминий через прецизионные стальные формы, чтобы создать нужную форму профиля.
Охлаждение и отделка
Контролируемый процесс охлаждения, за которым следуют точная резка, механическая обработка и нанесение покрытий.
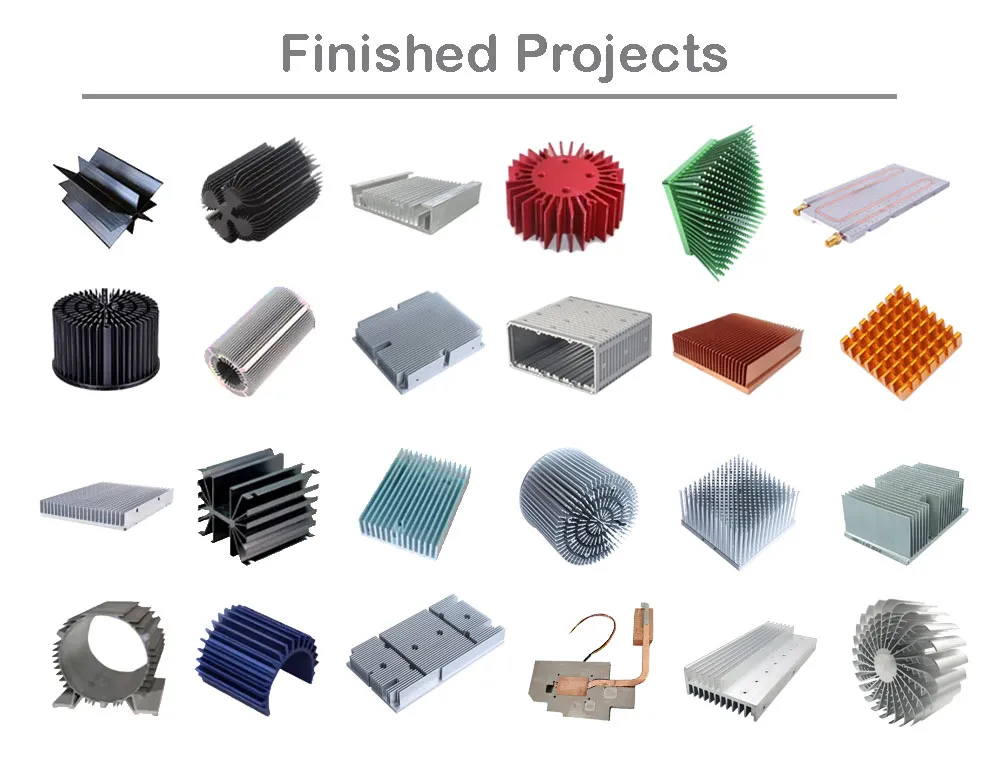
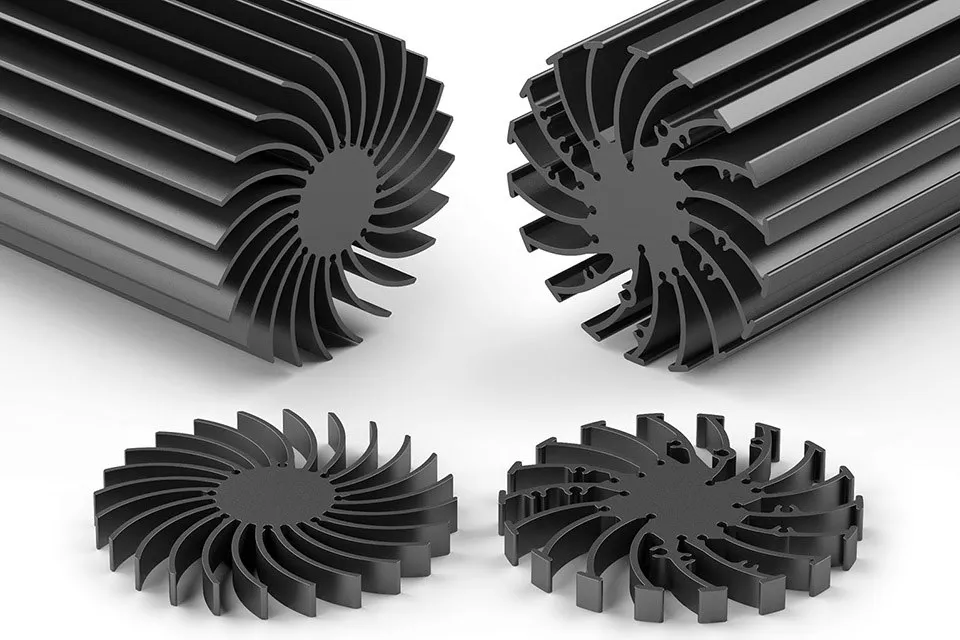
Комплексные решения для экструдированных радиаторов
От стандартных профилей до сложных индивидуальных дизайнов — наши возможности экструзии охватывают весь спектр требований к тепловому управлению в различных отраслях.

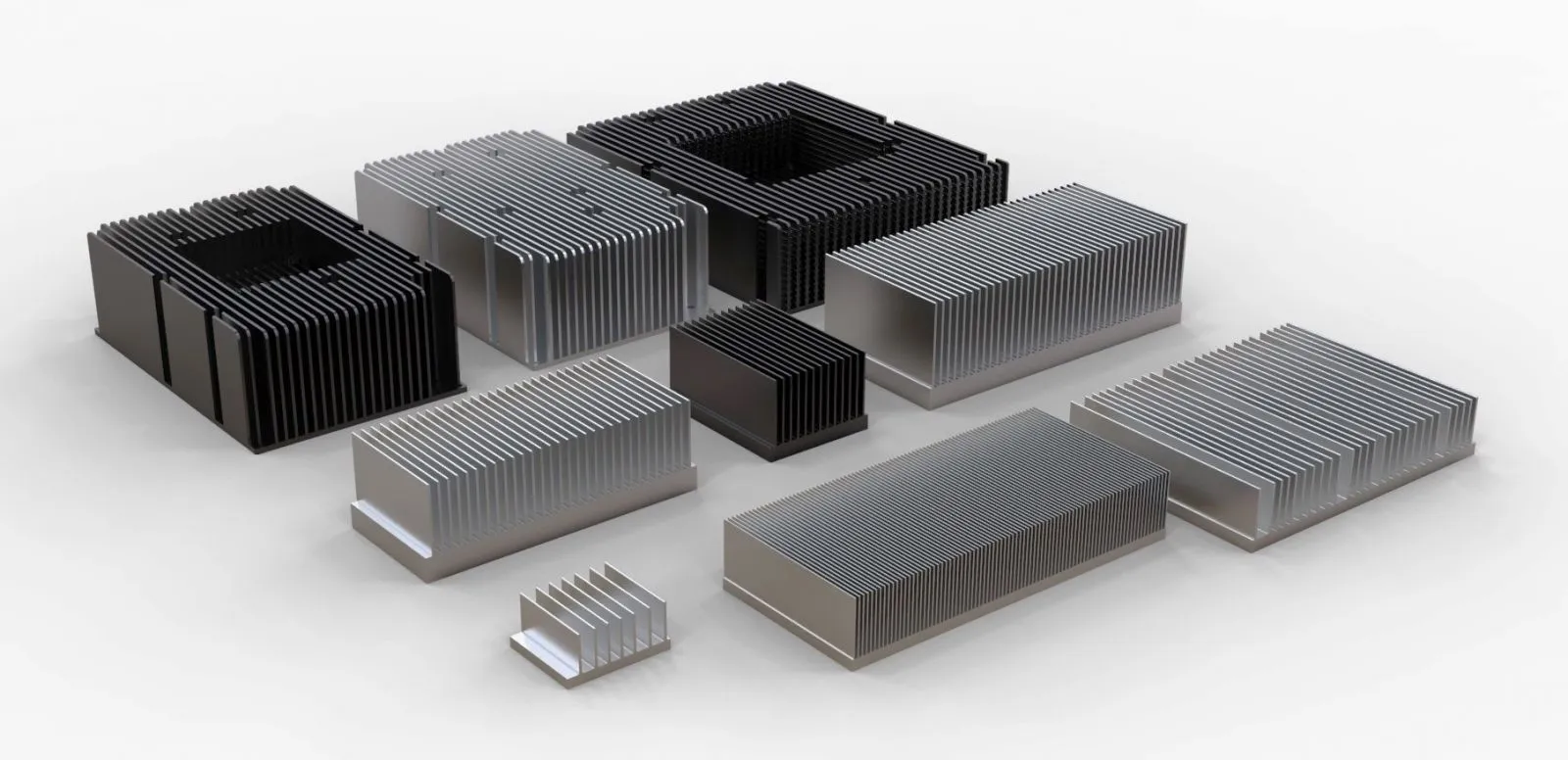
Прямые радиаторы с ребрами
Стандартные линейные конструкции радиаторов, обеспечивающие надежную тепловую эффективность для общих задач охлаждения электроники.
- Fin heights: 10-100мм
- Базовая толщина: 2-20 мм
- Доступное стандартное анодирование

Пользовательские радиаторы для профилей
Инженерные профили с оптимизированной геометрией ребер для повышения тепловых характеристик и эффективности использования пространства.
- Сложные геометрии
- Интегрированные функции крепления
- Дизайн, специфичный для приложения
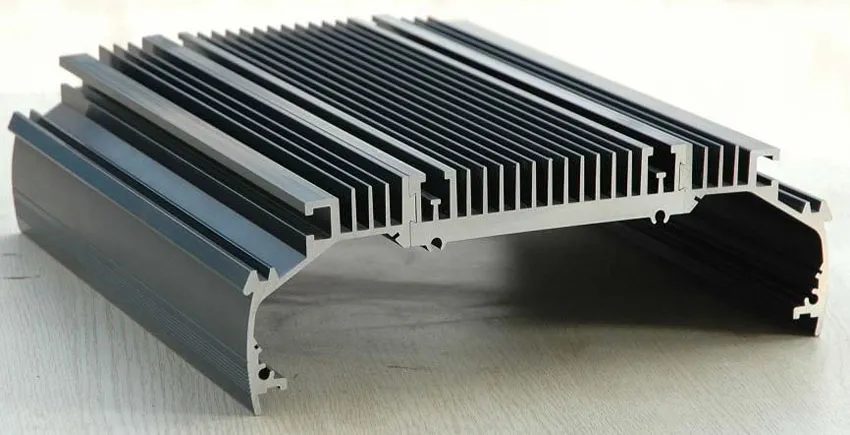
Большие профили экструдирования
Высокопроизводительные радиаторы для промышленных применений, требующих значительных тепловых рассеивательных возможностей.
- Ширина до 600 мм
- Опции высокой плотности плавников
- Промышленное качество работы
Технические характеристики и возможности
Комплексные технические данные о наших возможностях производства экструдированных радиаторов охлаждения
Свойства материала
Производственные допуски
Производственные возможности
Промышленные приложения
Экструзионные радиаторы обеспечивают надежные решения по тепловому управлению в различных отраслях, от потребительской электроники до промышленного оборудования.
Электроника и вычислительная техника
- Охлаждение CPU и GPU
- Оборудование серверов и дата-центров
- Потребительская электроника
- Модули питания
Системы светодиодного освещения
- Высокопроизводительные LED-модули
- Уличное и районное освещение
- Архитектурное освещение
- Промышленные осветительные приборы
Автомобильная электроника
- Компоненты электромобиля
- Инверторы питания
- Системы охлаждения ECU
- Информационно-развлекательные системы
Экструзия против альтернативных методов производства
Понимание преимуществ технологии экструзии по сравнению с другими процессами производства радиаторов
| Метод производства | Эффективность затрат | Производственная скорость | Гибкость дизайна | Тепловая эффективность | Типичные применения |
|---|---|---|---|---|---|
| Алюминиевое экструдирование | Общая электроника, светодиодное освещение, потребительские устройства | ||||
| Холодная ковка | Применения высокой мощности, автомобильная промышленность, точное охлаждение | ||||
| Обтаченная пластина | Высокоплотное охлаждение, компактные пространства, премиальные применения | ||||
| Литье под давлением | Сложные формы, интегрированные функции, умеренная производительность |
Почему экструзия лидирует на рынке
Ключевые преимущества
- Самая низкая стоимость за единицу для большинства применений
- Быстрое изготовление инструментов и быстрое запуск производства
- Отличная размерная согласованность
- Минимальные отходы материала
- Широкий ассортимент стандартных профилей доступен
Рассмотрения
- Ограничено формами профиля в 2D
- Ограничения по толщине фина (минимум ~0,8 мм)
- Менее подходит для приложений с очень высоким тепловым потоком
- Стандартные алюминиевые сплавы ограничивают теплопроводность
Индивидуальный дизайн и инженерные услуги
Наша команда опытных инженеров предоставляет всестороннюю поддержку в проектировании от концепции до производства, обеспечивая оптимальную тепловую эффективность для ваших конкретных требований к применению.
Поддержка полного цикла проектирования
Тепловой анализ и моделирование
Продвинутое моделирование CFD и тепловое моделирование для оптимизации геометрии радиатора для максимальной эффективности охлаждения.
Настройка пользовательского профиля
Индивидуальные профили экструдирования, разработанные для удовлетворения конкретных тепловых, механических и пространственных требований.
Быстрое прототипирование
Быстрая разработка прототипов и тестирование для проверки тепловых характеристик перед полным производственным запуском.
7-14 дней
Типичное время доставки прототипа для дизайнов стандартной сложности
Специализированный инженер
Назначен личный менеджер проекта для каждого индивидуального дизайна
Сертифицирован по ISO 9001
Система управления качеством, обеспечивающая последовательность стандартов проектирования и производства
Обработка поверхности и варианты отделки
Повышайте тепловую эффективность, устойчивость к коррозии и эстетическую привлекательность с помощью наших комплексных услуг по отделке
Анодирование
Повышенная стойкость к коррозии и улучшенная тепловая излучаемость. Доступно в натуральной, черной и цветной отделке.
- • Доступны Тип II и Тип III
- • Толщина: 5-25 мкм
- • Улучшенное излучение тепла
Черное анодирование
Оптимальные свойства теплового излучения с профессиональным черным внешним видом. Идеально для светодиодов и электронных устройств.
- • Эмиссивность: 0.85-0.90
- • Однородность цвета
- • Улучшенное рассеивание тепла
Порошковое покрытие
Прочная защитная оболочка, доступная в различных цветах и текстурах. Отлично подходит для наружных и промышленных применений.
- • Широкий выбор цветов
- • Отличная долговечность
- • Защита окружающей среды
Обработка
Точная обработка на ЧПУ для монтажных отверстий, канавок и нестандартных элементов. Обеспечивает строгие допуски по размерам.
- • Шаблоны монтажных отверстий
- • Индивидуальные канавки/каналы
- • Точностные допуски
Часто задаваемые вопросы
Экспертные ответы на распространённые вопросы о производстве и применении экструдированных радиаторов