Операции прецизионной ЧПУ-турельной пробивной машины для высококачественной перфорированной металлической обработки, индивидуальной пробивки отверстий и передовых решений штамповки.
Наши современные ЧПУ-станки с турельной пробивкой обеспечивают точное пробивание отверстий, перфорированное изготовление металла,
и сложные операции формирования с безупречной точностью и эффективностью.
Высокоточное пробивание отверстий диаметром от 0,5 мм до 89 мм с использованием передовых технологий ЧПУ-турельной пробивки.
Индивидуальные перфорированные листы с точными узорами отверстий для архитектурных, фильтрационных и вентиляционных применений.
Передовые операции формовки, включая жалюзи, тиснение, зенкование и многоступенчатую прогрессивную штамповку.
Экспертная обработка алюминия, стали, нержавеющей стали, латуни, меди и специальных сплавов толщиной до 6 мм.

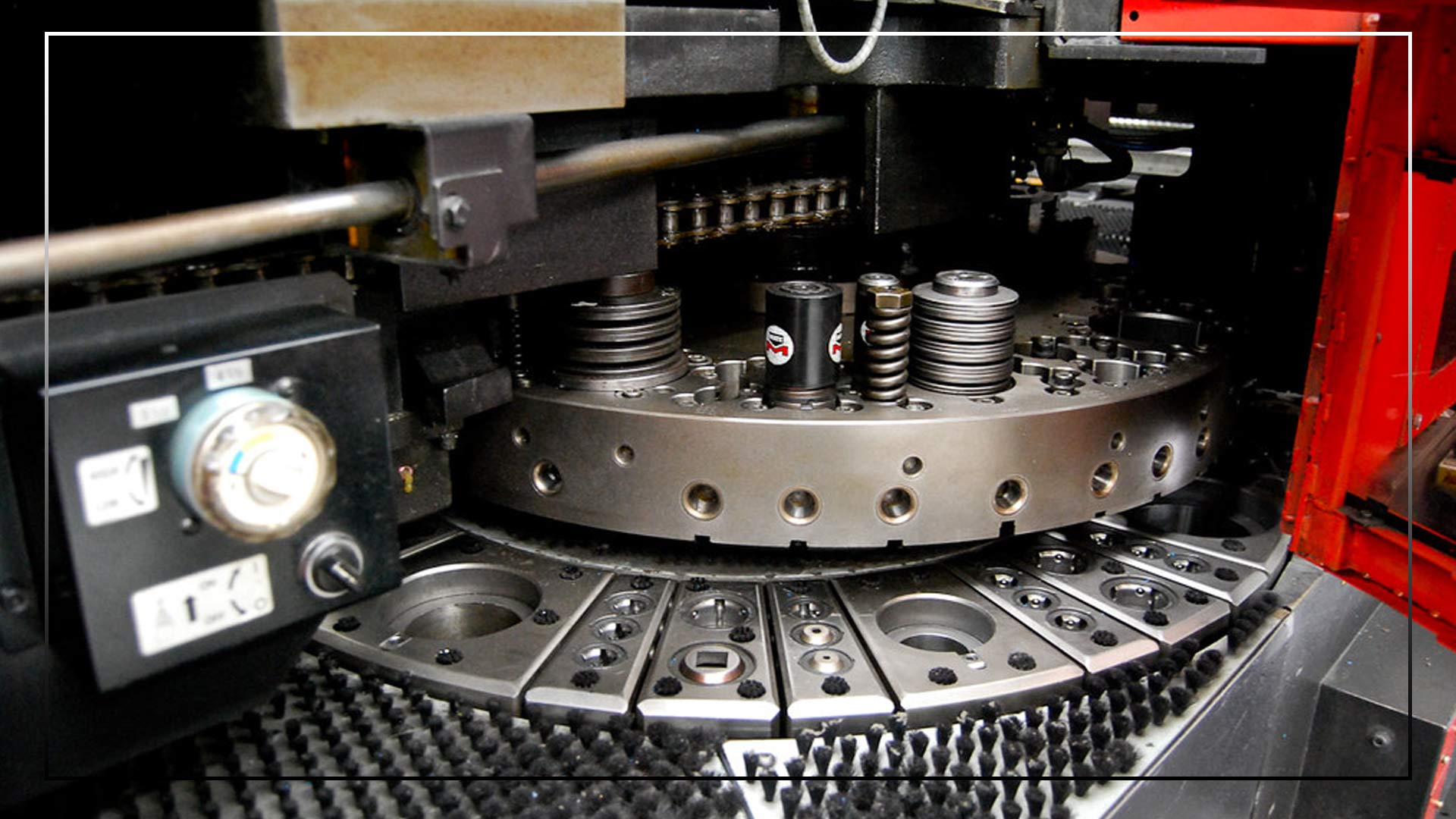
Наши современные числовые программные управление (ЧПУ) твердотельные пресс-ножницы с турелью оснащены многоинструментальными турелями с до 60 позициями для инструментов,
обеспечивая быстрые смены инструментов и производство сложных деталей в однократных настройках. С серво-электричным
системы привода и позиционирование с помощью прецизионных шариковых винтов достигают исключительной точности и повторяемости.
60-позиционные инструменты с автоматическим выбором инструмента и быстрым индексированием для максимальной производительности.
±0.003″ точность позиционирования с сервоприводными осями X/Y и обратной связью от линейного энкодера.
Полностью автоматизированная обработка листов, смена инструментов и выгрузка деталей для производства без присутствия оператора.
Наши передовые технические характеристики оборудования обеспечивают точность, надежность и эффективность для всех ваших требований к металлорезке.
Наша опытная команда обрабатывает широкий спектр материалов с точностью, от обычных металлов до специальных сплавов для требовательных применений.
Отличная обрабатываемость и соотношение прочности к весу для аэрокосмической и автомобильной промышленности.
Сплавы: 6061-T6, 5052-H32, 2024-T3, 7075-T6
Толщина: 0.5мм – 6.35мм
Приложения: Космическая промышленность, Электроника, Автомобильная промышленность
Высокая коррозионная стойкость и прочность для медицинских, пищевых и морских применений.
Оценки: 304, 316L, 430, 17-4PH
Толщина: 0.5мм – 5.0мм
Приложения: Медицинский, пищевая промышленность, морской
Высокая прочность и формуемость для конструкционных элементов и общего производства.
Оценки: A36, 1018, 1045, A572
Толщина: 0.5мм – 6.35мм
Приложения: Строительство, промышленность, общее
Отличная электропроводность и теплопроводность для электрических компонентов и декоративных применений.
Сплавы: C101, C110, C360, C464
Толщина: 0.5мм – 4.0мм
Приложения: Электрический, Декоративный, Морской
Высокое соотношение прочности к весу и биосовместимость для аэрокосмических и медицинских применений.
Оценки: 2 класс, Ti-6Al-4V
Толщина: 0.5мм – 3.0мм
Приложения: Аэрокосмическая промышленность, Медицинская, Химическая
Высокопроизводительные материалы для требовательных применений, требующих исключительных свойств.
Материалы: Inconel, Hastelloy, Monel
Толщина: 0,5мм – 2,5мм
Приложения: Аэрокосмическая промышленность, химическая промышленность, высокая температура
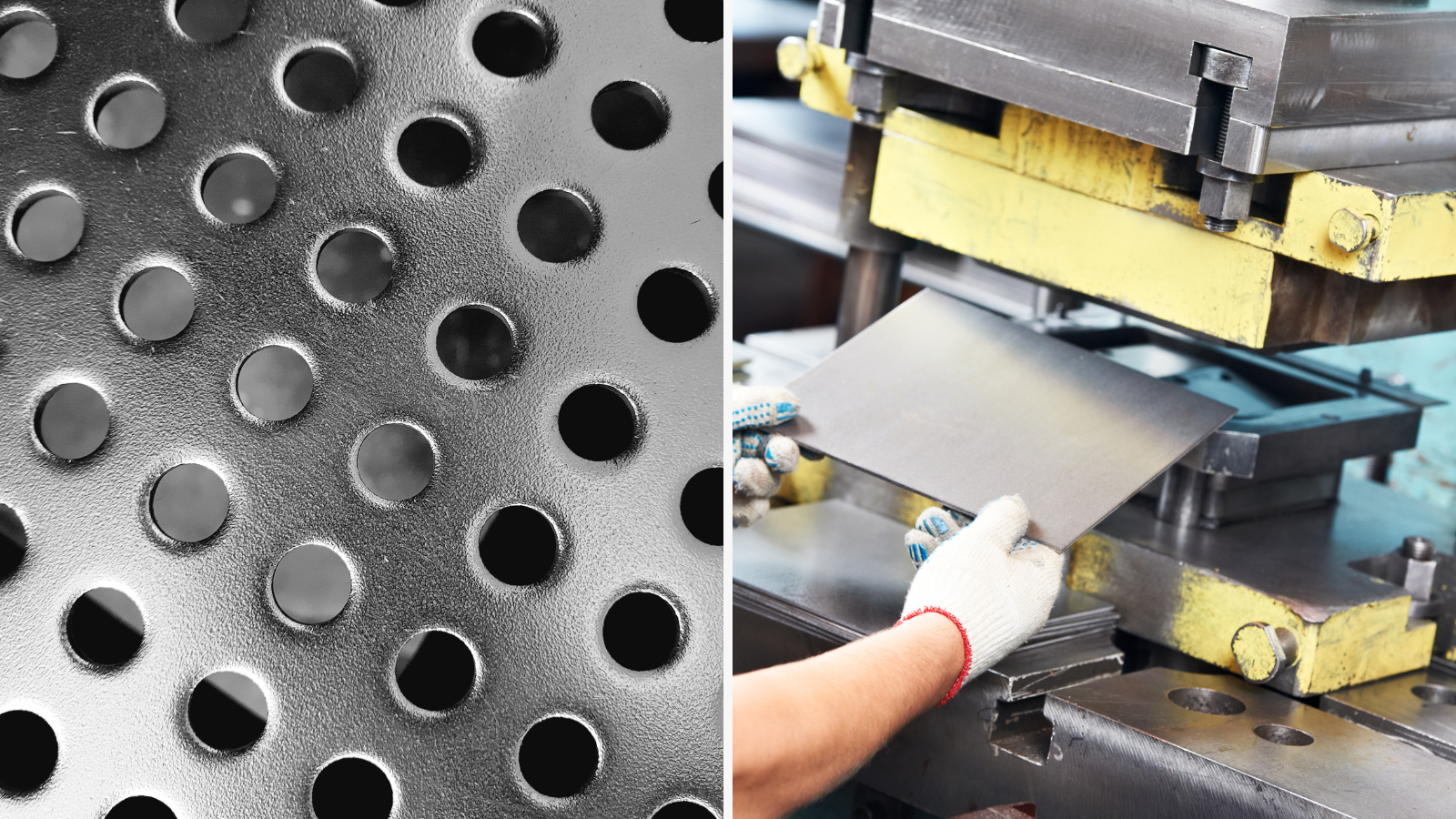
Хотя оба процесса используют похожее оборудование, пробивка и штамповка металла выполняют разные задачи при изготовлении листового металла.
Понимание этих различий помогает выбрать оптимальный процесс для ваших конкретных требований.
Наш обширный набор инструментов и возможности изготовления индивидуальных матриц позволяют выполнять сложные формовочные операции,
специализированные формы и высокая эффективность массового производства.

Круглые, квадратные, прямоугольные и фигурные штампы диаметром от 0,5 мм до 89 мм для стандартных узоров отверстий.
Инструменты жалюзи, сверла для зенкерования, штампы для тиснения и инструменты для формирования резьбы для сложных элементов.
Внутреннее проектирование и производство инструментов для уникальных форм, сложных геометрий и специализированных применений.
Многоступенчатые прогрессивные штампы для массового производства сложных деталей с множеством операций.
Наши услуги по металлоштамповке поддерживают различные отрасли с особыми требованиями к точности,
качество и надежность в критических приложениях.
Ключевые компоненты, требующие соответствия стандарту AS9100D, прослеживаемости материалов и исключительного контроля качества.
Детали массового производства с соответствием IATF 16949 и статистическим контролем процесса.
Точные корпуса, экраны от электромагнитных помех и вентиляционные панели для электронного оборудования.
Биосовместимые материалы и производство в чистых комнатах для компонентов медицинских устройств.
Декоративные перфорированные панели, солнцезащитные устройства и акустические решения для современного архитектурного проектирования.
Тяжёлые компоненты для машин, корпусов оборудования и промышленных систем фильтрации.
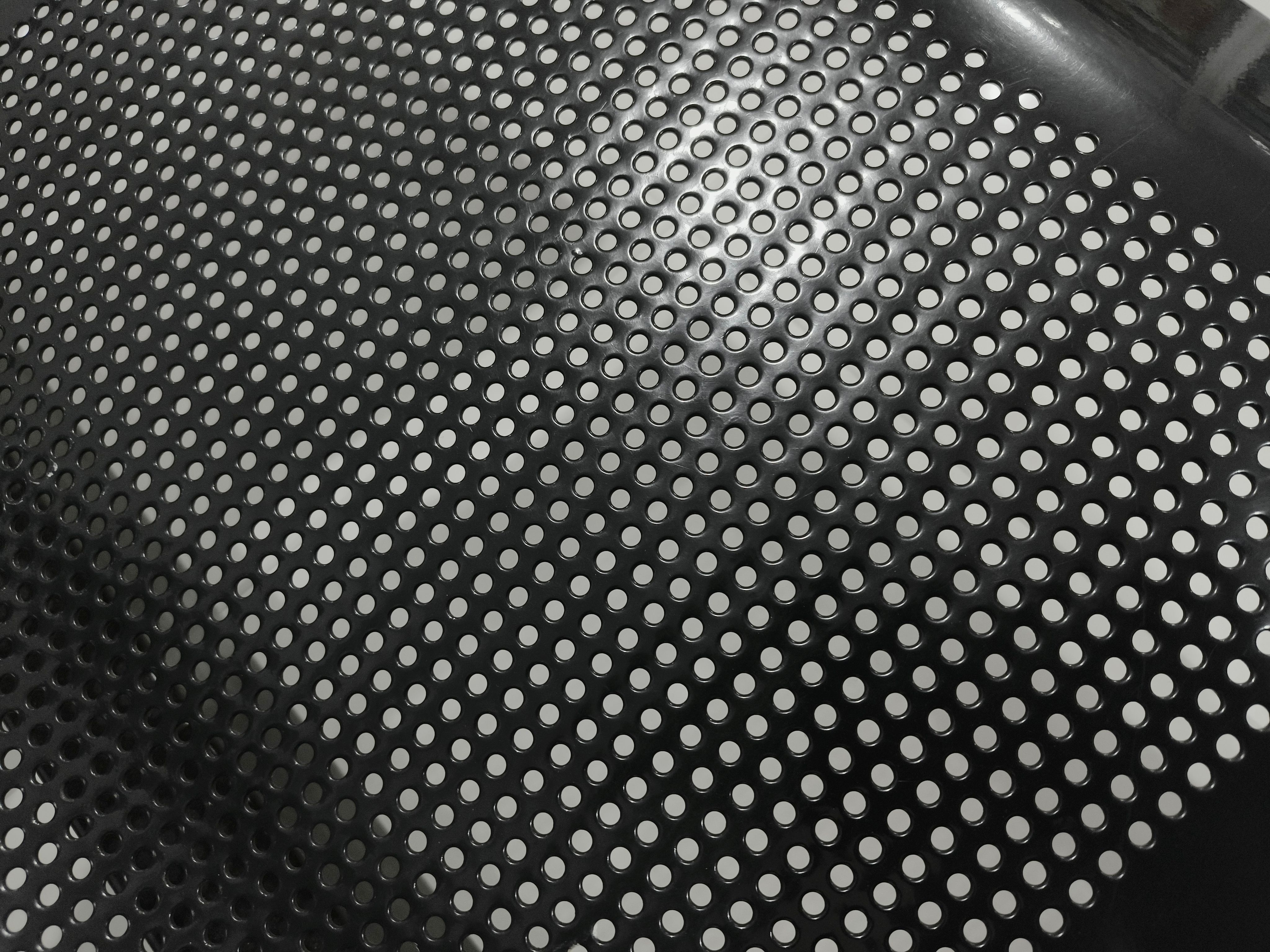
Наше точное изготовление перфорированных металлических изделий создает индивидуальные узоры отверстий для фильтрации,
вентиляция, акустический контроль и декоративные применения в различных отраслях.
Круглые, квадратные, с прорезями и шестиугольные узоры отверстий с точным расстоянием и процентом открытой площади.
Декоративные узоры, логотипы и художественные дизайны, созданные по вашим спецификациям или произведениям искусства.
Оптимизировано для воздушного потока, акустической эффективности, пропускания света или прочности конструкции.
Наша комплексная система управления качеством обеспечивает соответствие или превышение ваших требований каждым вырезанным элементом
через строгий контроль инспекции и процесса
Полное измерительное подтверждение и документация для утверждения начального производства.
Мониторинг и управление в реальном времени критическими размерами и параметрами процесса.
Возможности проверки CMM, оптического измерения и анализа шероховатости поверхности.
Полные отчёты осмотра, сертификаты материалов и документация по прослеживаемости.
Следуйте этим руководящим принципам дизайна, чтобы обеспечить производимость, экономическую эффективность и качество ваших штампованных металлических деталей.

Расстояние между центрами должно быть не менее чем в 2 раза больше толщины материала для стандартных отверстий.
Минимальное расстояние от края отверстия до края детали должно быть в 1,5 раза больше толщины материала.
Минимальный диаметр отверстия должен быть равен толщине материала; максимальный зависит от материала и инструмента.
Учитывайте направление зерна материала для оптимального качества кромки и срока службы инструмента.
Используйте соответствующие зазоры между пуансоном и матрицей в зависимости от типа и толщины материала.
Стандартизируйте размеры и узоры отверстий, чтобы снизить затраты на инструменты и время настройки.
Укажите требуемое качество кромки, требования к заусенцам и допуски по размерам.
Учитывайте требования к инструментам и сложность при планировании производственных графиков.
Получите ответы на часто задаваемые вопросы о наших услугах по металлоштамповке, возможностях и процессах.
Металлическое пробивание создает отверстия и прорези за счет удаления материала методом shearing, в то время как металлоштамповка формирует формы и особенности за счет смещения материала. Пробивание идеально подходит для перфорированных узоров и вентиляционных решеток, в то время как штамповка лучше подходит для создания трехмерных геометрий и сложных форм. Оба процесса могут быть объединены в прогрессивных операциях для изготовления сложных деталей.
Наши ЧПУ-станки с турельным пробивным прессом могут обрабатывать широкий спектр материалов, включая алюминиевые сплавы (6061, 5052, 7075), нержавеющую сталь (304, 316L, 430), углеродистую сталь (A36, 1018, 1045), латунь, медь, титан и специальные сплавы. Толщина материала варьируется от 0,5 мм до 6,35 мм в зависимости от конкретного сплава и требований к применению.
Наши ЧПУ-станки с турельным пробивным прессом достигают точности позиционирования ±0,003″ (±0,08 мм) и повторяемости ±0,001″ (±0,025 мм). Допуски на диаметр отверстия обычно варьируются от ±0,002″ до ±0,005″ в зависимости от размера отверстия, толщины материала и используемых инструментов. Критические размеры могут быть выполнены с более строгими допусками при использовании соответствующих инструментов и контроле процесса.
Минимальный размер отверстия зависит от толщины и типа материала. В качестве общего правила минимальный диаметр отверстия должен быть равен толщине материала. Например, в алюминии толщиной 1 мм минимальный диаметр отверстия составит 1 мм. Однако специализированные инструменты могут достигать меньших отверстий в определённых материалах, до примерно 0,5 мм в тонких листах.
Оптимальный зазор между отверстиями (от центра до центра) должен быть не менее в 2 раза больше толщины материала, чтобы предотвратить искажение материала и обеспечить чистое пробивание. Расстояние до края должно быть не менее 1,5 раза больше толщины материала, чтобы предотвратить разрыв края. Эти рекомендации могут варьироваться в зависимости от свойств материала, размера отверстия и требований конкретного применения.
Мы предлагаем комплексные вторичные операции, включая снятие заусенцев, обработку кромок, гибку, сварку, порошковое покрытие, анодирование и сборочные услуги. Эти операции могут выполняться как в нашей компании, так и через нашу сеть квалифицированных поставщиков, чтобы обеспечить полный комплекс решений для ваших штампованных металлических деталей.
Мы поддерживаем сертификацию системы менеджмента качества ISO 9001:2015, стандарт качества аэрокосмической промышленности AS9100D и сертификацию качества автомобильной промышленности IATF 16949. Наша система качества включает первичную проверку образца, статистический контроль процессов, прослеживаемость материалов и всестороннюю документацию для соответствия самым строгим требованиям отрасли.
Цены основаны на нескольких факторах, включая тип и толщину материала, сложность детали, количество и размер отверстий, объем производства, допуски и вторичные операции. Мы предоставляем подробные расценки в течение 24 часов на основе ваших чертежей или CAD-файлов. Скидки за объем доступны для больших партий, а также мы предлагаем конкурентоспособные цены как для прототипов, так и для серийного производства.