คุณกำลังพยายามฝึกฝนให้เชี่ยวชาญไหม ความคลาดเคลื่อนในการประกบแน่น สำหรับการประกอบกลไกของคุณ? การได้มาซึ่ง การประกบแน่นที่เหมาะสม สามารถสร้างหรือทำลายความน่าเชื่อถือและประสิทธิภาพของชิ้นส่วนของคุณ ไม่ว่าคุณจะออกแบบสำหรับอุตสาหกรรมการบิน, ยานยนต์, หรือการแพทย์
ในฐานะผู้เชี่ยวชาญใน การกลึง CNC ความแม่นยำ, เราที่ topcncpro เข้าใจความท้าทายในการบรรลุการประกบที่สมบูรณ์แบบ จากประสบการณ์ในอุตสาหกรรมหลายปี เราได้สร้างคำแนะนำนี้เพื่อทำให้กระบวนการง่ายขึ้นและแบ่งปันข้อมูลเชิงปฏิบัติที่คุณจะไม่พบในบทเรียนพื้นฐาน
ในโพสต์นี้ คุณจะค้นพบวิธีคำนวณ ความคลาดเคลื่อนในการประกบแน่น, ใช้มาตรฐานอุตสาหกรรมเช่น ISO 286, และหลีกเลี่ยงข้อผิดพลาดทั่วไป—ทั้งหมดนี้ด้วยเคล็ดลับเชิงปฏิบัติที่จะช่วยให้การประกอบของคุณปลอดภัยและคุ้มค่า
Let’s dive in and unlock the secrets to การกลึงความแม่นยำ ความสำเร็จ!
ความคลาดเคลื่อนของการประกบแน่นแบบกดเข้าที่พื้นฐาน
คำจำกัดความและแนวคิดหลัก
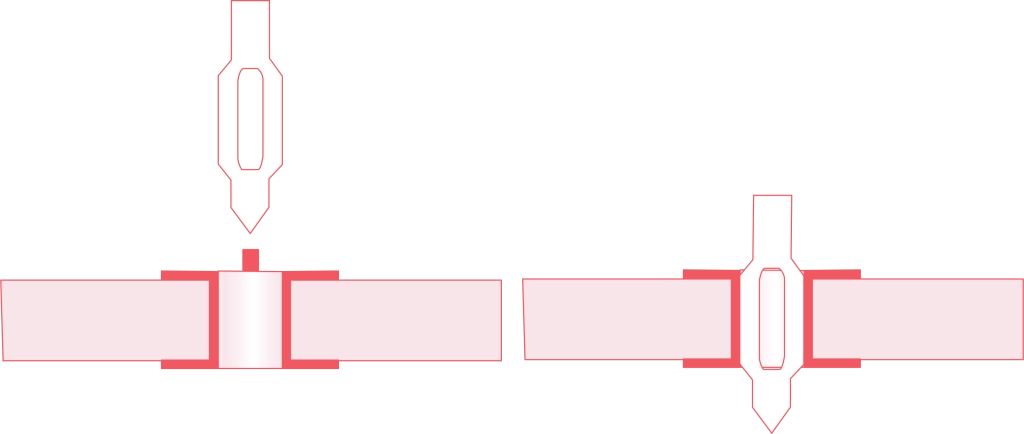
ความคลาดเคลื่อนของการกดเข้า อ้างอิงถึงช่องว่างขนาดที่แม่นยำระหว่างชิ้นส่วนที่เข้ากันได้สองชิ้น ซึ่งโดยทั่วไปคือเพลาและรู ที่รับประกันการประกบแน่นสนิทโดยไม่ต้องใช้การยึดเพิ่มเติม การยอมรับนี้ควบคุมการ การประกบแน่นที่เหมาะสม — ที่เส้นผ่านศูนย์กลางของแกนเพียงเล็กน้อยใหญ่กว่ารู ทำให้พอดีแน่นเมื่อประกอบกัน
ในแก่นของมัน ความคลาดเคลื่อนของการกดเข้าแน่นจะสมดุลระหว่างความหลวมเกินไป (นำไปสู่การเคลื่อนไหว) และความแน่นเกินไป (ทำให้ยากต่อการประกอบหรืออาจเกิดความเสียหาย) ความคลาดเคลื่อนของการกดเข้าแน่นที่กำหนดอย่างถูกต้องเป็นสิ่งสำคัญสำหรับความน่าเชื่อถือ การประกอบกลไก และรับประกันประสิทธิภาพที่สม่ำเสมอตลอดอายุการใช้งานของผลิตภัณฑ์
คำศัพท์สำคัญ
- การประกบแนบแบบแรงกด: การประกบที่ชิ้นส่วนต้องถูกบังคับเข้าด้วยกันเนื่องจากเพลายาวกว่ารู.
- ความคลาดเคลื่อนของเพลาและรู: การเบี่ยงเบนที่อนุญาตในขนาดสำหรับเพลาและรูเพื่อให้ได้การประกบแนบที่ต้องการ.
- การสะสมของความคลาดเคลื่อน: ผลรวมของผลกระทบจากขนาดต่าง ๆ และความคลาดเคลื่อนในอุปกรณ์ประกอบ.
- พื้นผิวเรียบสำหรับการประกบแนบด้วยแรงกด: คุณภาพพื้นผิวที่สามารถส่งผลต่อแรงเสียดทานและความแข็งแรงของการประกบแนบในกระบวนการกด.
ความเข้าใจในคำศัพท์เหล่านี้เป็นสิ่งสำคัญสำหรับผู้ที่เกี่ยวข้องกับ การกลึงความแม่นยำ หรือออกแบบการประกบแนบในงาน CNC ในประเทศไทย.
การใช้งานของความทนทานในการประกบแบบกด
ความทนทานในการประกบแบบกดถูกใช้อย่างแพร่หลายในอุตสาหกรรมที่ ความทนทานในการกลึง CNC จำเป็นต้องรับประกันการเชื่อมต่อที่เชื่อถือได้สูง:
- ชิ้นส่วนยานยนต์เช่นบล็อกเครื่องยนต์และชุดเกียร์
- การใช้งานในอุตสาหกรรมการบินและอวกาศที่ต้องการการประกบที่ทนต่อการสั่นสะเทือน
- ลูกปืนและชุดเพลาที่ใช้ในเครื่องจักรหนัก
- ตัวเชื่อมต่อไฟฟ้าและที่อยู่อาศัยที่ต้องการการเคลื่อนไหวขั้นต่ำ
โดยการใช้ความทนทานในการประกบแบบกดอย่างระมัดระวัง ผู้ผลิตสามารถรับประกันการประกบที่แน่นหนา ทนต่อการสั่นสะเทือน และมีความทนทาน ซึ่งเป็นสิ่งสำคัญสำหรับผลิตภัณฑ์ที่มีประสิทธิภาพสูง
ถ้าคุณต้องการศึกษาลึกซึ้งเกี่ยวกับพื้นฐานของความทนทานและแนวคิดด้านวิศวกรรมที่เกี่ยวข้องกับการประกบ ตรวจสอบแหล่งข้อมูลครอบคลุมนี้ อธิบายความคลาดเคลื่อนทางวิศวกรรม.
วิธีคำนวณความคลาดเคลื่อนในการกดเข้าอย่างแม่นยำ
การคำนวณ ความคลาดเคลื่อนในการประกบแน่น เป็นสิ่งสำคัญในการได้การกดเข้าแบบแทรกซ้อนที่สมบูรณ์แบบระหว่างเพลาและรู โดยเฉพาะในงานกลึง CNC ซึ่งความแม่นยำมีความสำคัญ นี่คือแนวทางง่ายๆ เพื่อให้แน่ใจว่าคุณได้การกดเข้าแน่นโดยไม่เสี่ยงต่อความเสียหายหรือความล้มเหลว
กระบวนการคำนวณทีละขั้นตอนสำหรับความคลาดเคลื่อนในการกดเข้า
-
ระบุขนาดพื้นฐาน
เริ่มจากเส้นผ่านศูนย์กลางตามทฤษฎีของเพลาและรู ซึ่งเป็นการวัดพื้นฐานก่อนที่จะใช้ความคลาดเคลื่อน
-
กำหนดความคลาดเคลื่อนของเพลาและรู
ใช้มาตรฐานเช่น ISO 286 or ANSI B4.1 เพื่อให้ได้เกรดความทนทานสำหรับเพลาทั้งสองและรูเจาะ ความคลาดเคลื่อนเหล่านี้กำหนดขนาดที่อนุญาตให้เปลี่ยนแปลงได้
-
คำนวณขีดสูงสุดและต่ำสุด
สำหรับทั้งเพลาและรูเจาะ คำนวณ สภาพวัสดุสูงสุด (MMC) และ สภาพวัสดุต่ำสุด (LMC):
- MMC สำหรับเพลา: เส้นผ่านศูนย์กลางเพลาที่ใหญ่ที่สุด
- LMC สำหรับรู: เส้นผ่านศูนย์กลางรูที่เล็กที่สุด
-
ค้นหาช่วงการรบกวน
การกดพอดีต้องการการรบกวน ดังนั้นให้ลบ LMC ของรูออกจาก MMC ของเพลาเพื่อให้ได้การรบกวนสูงสุด เช่นเดียวกัน ลบ MMC ของรูออกจาก LMC ของเพลาเพื่อให้ได้การรบกวนต่ำสุด
-
ตรวจสอบช่วงการกดพอดี
ค่ารบกวนควรอยู่ในขอบเขตที่ยอมรับได้เพื่อหลีกเลี่ยงการประกอบที่หลวมเกินไปหรือแน่นเกินไป ซึ่งอาจนำไปสู่ความล้มเหลวทางกลหรือปัญหาในการประกอบ
เครื่องมือสำหรับการคำนวณการกดพอดีที่แม่นยำ
- เครื่องคิดเลขการกดแนบ สามารถใช้งานออนไลน์และเป็นปลั๊กอินซอฟต์แวร์ได้ พวกเขาทำการคำนวณการซ้อนทับของความคลาดเคลื่อนที่ซับซ้อนโดยอัตโนมัติ และอ้างอิงผลลัพธ์ตามมาตรฐานที่ได้รับการยอมรับ
- ซอฟต์แวร์ CAD ที่รวมอยู่ในตัว โมดูลวิเคราะห์ความทนทาน ช่วยให้มองเห็นภาพการสวมใส่ในช่วงออกแบบ
- เครื่องมือวัดความแม่นยำเช่น ไมโครมิเตอร์และเกจวัดเส้นผ่านศูนย์กลางยืนยันขนาดจริงในระหว่างการผลิตและการตรวจสอบคุณภาพ
ปัจจัยสำคัญที่มีผลต่อการคำนวณความอดทน
- คุณสมบัติของวัสดุ: โลหะต่าง ๆ ขยายตัวและหดตัวในแบบเฉพาะของตน ส่งผลต่อการพอดีหลังการประกอบหรือภายใต้การเปลี่ยนแปลงอุณหภูมิ
- พื้นผิวสำเร็จรูป: พื้นผิวหยาบสามารถเพิ่มแรงเสียดทาน ทำให้ต้องปรับเล็กน้อยในความกีดขวาง
- วิธีการประกอบ: การกดพอดีด้วยความร้อนหรือการหล่อลื่นเปลี่ยนแปลงความพอดีที่มีผลจากการขยายตัวหรือแรงเสียดทานที่ลดลง
- การสะสมของความคลาดเคลื่อน: ในงานประกอบที่ซับซ้อน การสะสมของความคลาดเคลื่อนเล็กน้อยสามารถเปลี่ยนแปลงความกีดขวางโดยไม่คาดคิด ดังนั้นควรพิจารณาผลกระทบสะสมเสมอ
โดยการปฏิบัติตามกระบวนการที่ชัดเจนนี้และใส่ใจในปัจจัยเหล่านี้ เราสามารถคำนวณและดำเนินการความคลาดเคลื่อนของการกดพอดีได้อย่างแม่นยำ เพื่อให้แน่ใจว่าการประกอบกลไกมีความน่าเชื่อถือในสภาพแวดล้อมการผลิตของประเทศไทย
แนวปฏิบัติที่ดีที่สุดสำหรับการดำเนินการความคลาดเคลื่อนของการกดพอดีในงานกลึง CNC
เมื่อทำงานกับ ความคลาดเคลื่อนในการประกบแน่นการทำให้ถูกต้องตั้งแต่การออกแบบจนถึงการควบคุมคุณภาพเป็นกุญแจสำคัญสู่การประกอบกลไกที่ราบรื่นและประสิทธิภาพที่ยั่งยืน นี่คือวิธีที่คุณสามารถทำให้กระบวนการสมบูรณ์แบบได้
ข้อพิจารณาในการออกแบบสำหรับความคลาดเคลื่อนของการกดพอดี
- เลือกการสวมใส่ที่เหมาะสม ประเภทตามการใช้งาน (เบา, ปานกลาง, หรือหนัก). ซึ่งช่วยหลีกเลี่ยงเพลาหรือรูที่แน่นเกินไปหรือหลวมเกินไป.
- คำนึงถึงคุณสมบัติของวัสดุ เช่น ความยืดหยุ่นและการขยายตัวทางความร้อน วัสดุเช่น อลูมิเนียมและเหล็กมีปฏิกิริยาแตกต่างกันในระหว่างการประกอบ.
- คำนึงถึงพื้นผิวสัมผัส – พื้นผิวที่เรียบเนียนช่วยลดแรงเสียดทาน ส่งผลต่อความแน่นของการประกอบชิ้นส่วน.
- ใช้ มาตรฐานความคลาดเคลื่อนของเพลาและรู ตาม ISO 286 หรือ ANSI B4.1 เพื่อความเข้ากันได้และหลีกเลี่ยงการคาดเดา.
- ออกแบบเพื่อ ความคลาดเคลื่อนสะสม โดยเฉพาะในประกอบซับซ้อนเพื่อป้องกันความผิดพลาดสะสมที่ทำให้เกิดปัญหาการพอดี
เทคนิคการผลิตสำหรับความคลาดเคลื่อนการกดพอดีที่แม่นยำ
- ใช้ การกลึงความแม่นยำ อุปกรณ์ เช่น เครื่อง CNC ที่ได้รับการปรับเทียบสำหรับความคลาดเคลื่อนที่แน่นหนา
- ตรวจสอบและปรับพารามิเตอร์การกลึงอย่างสม่ำเสมอเพื่อรักษา ขนาดแกนและรูที่สม่ำเสมอ.
- ใช้ สภาพแวดล้อมที่ควบคุมได้ ในระหว่างการกลึงเพื่อช่วยลดการเสียรูปของวัสดุ
- ใช้เครื่องมือที่เชื่อถือได้ เครื่องคำนวณการประกบแน่น หรือซอฟต์แวร์วางแผนการประกบก่อนการผลิต—ลดการทดลองและแก้ไข.
มาตรการควบคุมคุณภาพเพื่อความแม่นยำของการประกบ
- ดำเนินการ ตรวจสอบระหว่างกระบวนการ โดยใช้เครื่องมือวัดที่ผ่านการสอบเทียบ เช่น ไมโครมิเตอร์และเกจวัดรูเพื่อยืนยันขนาด.
- ดำเนินการ การประกอบทดลอง เพื่อทดสอบการประกบแน่นจริง โดยต้องแน่ใจว่าไม่ใช้แรงเกินไปหรือมีช่องว่าง
- Implement การควบคุมกระบวนการทางสถิติ (SPC) เพื่อติดตามความแปรปรวนและตรวจจับแนวโน้มหรือปัญหาได้อย่างรวดเร็ว
- บันทึกข้อมูลความทนทานและผลการตรวจสอบทั้งหมดเพื่อสร้างความสามารถในการติดตามย้อนกลับและช่วยในการปรับปรุงอย่างต่อเนื่อง
โดยการผสมผสานแนวปฏิบัติที่ดีที่สุดเหล่านี้ คุณจะลดความเสี่ยงของความล้มเหลวในการเข้าร่วมชิ้นส่วน ประหยัดเวลาในการแก้ไข และส่งมอบการประกอบที่ทำงานได้อย่างเชื่อถือได้—ตรงตามความต้องการของผู้ผลิตในประเทศไทยในด้านความแม่นยำและความสม่ำเสมอ
ความท้าทายและแนวทางแก้ไขทั่วไปในความทนทานของการกดเข้าพอดี
เมื่อทำงานกับ ความคลาดเคลื่อนในการประกบแน่น ในงานกลึง CNC และการประกอบกลไก มักเกิดความท้าทายหลายอย่าง การเข้าใจปัญหาเหล่านี้และวิธีแก้ไขเป็นกุญแจสำคัญในการบรรลุการเข้าร่วมที่มีความเสถียรและผลลัพธ์การกลึงที่แม่นยำ
การรบกวนที่ผิดพลาดทำให้การเข้าร่วมหลวมเกินไปหรือแน่นเกินไป
หนึ่งในความท้าทายที่ใหญ่ที่สุดคือการทำให้การเข้าร่วมมีความเหมาะสมที่สุด หากการรบกวนต่ำเกินไป การเข้าร่วมจะหลวม ทำให้เกิดการเล่นทางกลหรือแม้แต่ความล้มเหลวของชิ้นส่วน ในทางกลับกัน การรบกวนมากเกินไปทำให้การเข้าร่วมแน่นเกินไป ซึ่งทำให้การประกอบยาก เสี่ยงต่อการแตกร้าว หรือสร้างความเครียดเกินไปบนชิ้นส่วน
วิธีแก้ไขคือ
- คำนวณการรบกวนอย่างระมัดระวังโดยใช้มาตรฐานที่ได้รับการพิสูจน์แล้ว เช่น ISO 286 และ ANSI B4.1, ซึ่งกำหนดความทนทานของเพลาหรือรู
- ใช้เฉพาะทาง เครื่องคิดเลขการประกบแน่น เพื่อจำลองให้เข้ากับก่อนการผลิต
- ระบุให้ถูกต้อง พื้นผิวเรียบสำหรับการประกบกด, เนื่องจากพื้นผิวหยาบสามารถเพิ่มแรงเสียดทานและส่งผลต่อความรู้สึกแน่นของการพอดี
- ร่วมมืออย่างใกล้ชิดกับผู้ผลิตที่มีประสบการณ์ด้านการกลึงแม่นยำในประเทศไทยเพื่อปรับแต่งความคลาดเคลื่อน
การเปลี่ยนรูปของวัสดุในระหว่างการประกอบ
การกดพอดีจะสร้างแรงกดดันบนชิ้นส่วน และวัสดุอาจเสียรูปเมื่อแรงในระหว่างการประกอบเกินขีดจำกัด การเสียรูปนี้ทำให้ชิ้นส่วนไม่ตรงตามสเปคการออกแบบ หรืออาจคงอยู่เป็นจุดที่สร้างแรงกดดัน ซึ่งลดความทนทาน
กลยุทธ์การบรรเทาผลกระทบประกอบด้วย:
- การเลือกวัสดุที่เหมาะสมกับคุณสมบัติทางกลที่ถูกต้องสำหรับการประกอบแบบกด.
- การใช้เทคนิคการผลิตที่แม่นยำเพื่อควบคุมความคลาดเคลื่อนอย่างเข้มงวด.
- การใช้กระบวนการประกอบเช่นการควบคุมความร้อนหรือความเย็น (การขยายตัวทางความร้อน) เพื่อให้ง่ายต่อการประกอบโดยไม่ทำให้ชิ้นส่วนเสียหาย.
- การรับรองว่าเครื่องมือและอุปกรณ์สนับสนุนชิ้นส่วนในระหว่างการประกอบเพื่อหลีกเลี่ยงการงอหรือบิดเบี้ยว.
การสะสมความคลาดเคลื่อนในงานประกอบซับซ้อน
ในงานประกอบที่มีชิ้นส่วนหลายชิ้นที่เชื่อมต่อกัน ผลกระทบสะสมของความคลาดเคลื่อนของแต่ละชิ้นส่วนสามารถทำให้เกิดความเบี่ยงเบนอย่างมีนัยสำคัญ ซึ่งเรียกว่า ความคลาดเคลื่อนสะสมซึ่งอาจนำไปสู่การไม่ตรงกัน การประกอบที่ไม่พอดี หรือความล้มเหลวในการประกอบ
เพื่อจัดการกับการสะสมความคลาดเคลื่อน:
- สร้างโมเดลความคลาดเคลื่อนสะสมในช่วงต้นของขั้นตอนการออกแบบ
- ใช้ความคลาดเคลื่อนที่เข้มงวดยิ่งขึ้นในชิ้นส่วนสำคัญและผ่อนคลายความคลาดเคลื่อนในส่วนอื่น ๆ เท่าที่เป็นไปได้เพื่อสมดุลต้นทุนและความแม่นยำ
- บูรณาการการตรวจสอบมิติในหลายขั้นตอนการผลิต
- ร่วมมือกับผู้เชี่ยวชาญด้านเครื่องจักร CNC ที่เข้าใจผลกระทบของการซ้อนทับและสามารถปรับพารามิเตอร์การกลึงได้ตามความเหมาะสม
วิธีที่ topcncpro จัดการกับความท้าทายเหล่านี้
At topcncpro, เราเชี่ยวชาญในการแก้ไขปัญหาการกดอัดแบบทั่วไปผ่าน:
- การปฏิบัติตามมาตรฐานอุตสาหกรรมที่เป็นที่ยอมรับ เช่น ISO 286 และ ANSI B4.1 เพื่อให้แน่ใจว่าความคลาดเคลื่อนของเพลาและรูเป็นไปตามมาตรฐาน
- ให้บริการเทคโนโลยีขั้นสูง เครื่องคิดเลขการประกบแน่น และทรัพยากรเพื่อปรับแต่งการจับยึดแบบแทรกแซงก่อนเริ่มการกลึง
- ใช้เทคโนโลยีการกลึง CNC ที่แม่นยำและเครื่องมือความแม่นยำสูงเพื่อจำกัดการเสียรูปของวัสดุและรักษาความเรียบเนียนของพื้นผิวอย่างสม่ำเสมอ
- ให้คำปรึกษาด้านการออกแบบโดยผู้เชี่ยวชาญเพื่อจัดการกับการซ้อนทับของความคลาดเคลื่อนในชุดประกอบกลไกซับซ้อน
- ดำเนินมาตรการควบคุมคุณภาพอย่างเข้มงวดเพื่อให้แน่ใจว่าส่วนประกอบทุกชิ้นตรงตามข้อกำหนดการกดอัด
กระบวนการที่เป็นระบบของเราและความเข้าใจลึกซึ้งเกี่ยวกับความทนทานของการประกบกันแบบกดทำให้เราเป็นพันธมิตรที่เชื่อถือได้สำหรับการประกอบกลไกที่แม่นยำและน่าเชื่อถือ สำหรับข้อมูลเพิ่มเติมเกี่ยวกับหัวข้อความทนทานที่เกี่ยวข้อง โปรดดูคำแนะนำของเราเกี่ยวกับ การอธิบายความทนทานในการวิศวกรรม.
มาตรฐานอุตสาหกรรมและเครื่องมือสำหรับความทนทานในการประกบกันแบบกด

ความเข้าใจและการประยุกต์ใช้ มาตรฐานอุตสาหกรรม สำหรับความทนทานในการประกบกันแบบกดเป็นสิ่งสำคัญในการบรรลุการประกอบกลไกที่เชื่อถือได้ โดยเฉพาะเมื่อทำงานกับ ความทนทานของเพลาและรู ในงานกลึง CNC มาตรฐานเหล่านี้ช่วยให้มั่นใจในความสม่ำเสมอ ลดข้อผิดพลาด และช่วยหลีกเลี่ยงการทำงานซ้ำซ้อนที่มีค่าใช้จ่ายสูงในโครงการกลึงความแม่นยำ
ภาพรวมของมาตรฐานอุตสาหกรรมสำคัญ
สองในมาตรฐานที่ได้รับการยอมรับมากที่สุดในความทนทานของการประกบกันแบบกดคือ:
- ISO 286มาตรฐานสากลนี้กำหนดขอบเขตและการพอดีสำหรับความคลาดเคลื่อนของเพลาหรือรู ซึ่งเป็นแนวทางสำหรับวิศวกรที่ต้องการระบุการพอดีแบบแทรกซ้อนด้วยความแม่นยำและความน่าเชื่อถือ
- ANSI B4.1ใช้กันอย่างแพร่หลายโดยเฉพาะในประเทศไทย มาตรฐานนี้กำหนดแนวทางสำหรับการพอดีของเพลาหรือรูเช่นกัน มันสอดคล้องกับ ISO 286 แต่เน้นที่แนวปฏิบัติและวัสดุการผลิตในประเทศไทย
ทั้งสองมาตรฐานชี้แนะวิธีคำนวณและนำไปใช้การพอดีแบบแทรกซ้อน ช่วยให้ช่างกลและวิศวกรควบคุม ความทนทานในการกลึง CNC เพื่อให้ได้ผลลัพธ์ที่ดีที่สุด
เครื่องมือและทรัพยากรที่เป็นประโยชน์
เพื่อทำงานอย่างมั่นใจในเรื่องความคลาดเคลื่อนของการกดพอดี คุณต้องการเครื่องมือที่ช่วยให้การคำนวณง่ายขึ้นและสามารถตรวจสอบการสะสมของความคลาดเคลื่อนได้อย่างรวดเร็ว:
- เครื่องคิดเลขการกดแนบ (ซอฟต์แวร์ออนไลน์หรือแบบสแตนด์อโลน) ที่คำนึงถึงปริมาณการแทรกซ้อนและคุณสมบัติของวัสดุ
- อ้างอิงแผนภูมิความคลาดเคลื่อน อิงตาม ISO 286 หรือ ANSI B4.1 สำหรับการเลือกพอดีอย่างรวดเร็ว
- ปลั๊กอินซอฟต์แวร์ CAD ที่คำนวณการพอดีและสร้างรายละเอียดสเปคสำหรับการผลิตโดยอัตโนมัติ
- เครื่องมือวัด เช่น คาลิปเปอร์และไมโครมิเตอร์สำหรับตรวจสอบขนาดชิ้นส่วนจริงเพื่อให้แน่ใจว่าตรงตามสเปคความคลาดเคลื่อน
การใช้เครื่องมือเหล่านี้ช่วยหลีกเลี่ยงปัญหาทั่วไปเช่น การพอดีหลวม, การใช้แรงเกินไปในระหว่างการประกอบ, หรือการเสียรูปของวัสดุ
วิธีที่ topcncpro รวมมาตรฐานเข้าด้วยกัน
ที่ topcncpro, เราเข้าใจถึงความสำคัญของการปฏิบัติตามมาตรฐานอุตสาหกรรมเมื่อผลิตชิ้นส่วนที่กำหนดเองของคุณ เรา:
- ใช้มาตรฐาน ISO 286 และ ANSI B4.1 อย่างเคร่งครัด เพื่อกำหนดความคลาดเคลื่อนของการกดพอดีสำหรับทุกโครงการ
- ใช้ซอฟต์แวร์ขั้นสูง เครื่องคิดเลขการประกบแน่น และซอฟต์แวร์ CNC เพื่อเพิ่มประสิทธิภาพความคลาดเคลื่อนของเพลากับรู ก่อนการผลิต
- ดำเนินการ ตรวจสอบคุณภาพความแม่นยำ ที่ยืนยันว่าส่วนประกอบจริงตรงตามข้อกำหนดพื้นผิวและการรบกวน
- จัดทำเอกสารชัดเจนและคำแนะนำการเข้ากันได้ตามแนวปฏิบัติที่ดีที่สุดในอุตสาหกรรมเพื่อสนับสนุนการประกอบกลไกที่ราบรื่น
โดยการสอดคล้องกับมาตรฐานเหล่านี้และใช้เครื่องมือที่เหมาะสม topcncpro รับประกันว่าส่วนประกอบของคุณจะพอดีอย่างสมบูรณ์แบบทุกครั้ง — ไม่มีความประหลาดใจในระหว่างการประกอบ ไม่มีปัญหาเรื่องการรับประกัน วิธีการของเราใช้เวลาน้อยลง ลดเศษวัสดุ และปรับปรุงความน่าเชื่อถือสำหรับโครงการกลไกของคุณ
ตัวอย่างเชิงปฏิบัติการการใช้ความทนทานของการกดพอดีในงานกลึง CNC
กรณีศึกษา การประกอบบล็อกเครื่องยนต์อุตสาหกรรม
หนึ่งในวิธีที่ดีที่สุดในการเข้าใจ วิธีใช้ความทนทานของการกดพอดี คือการดูตัวอย่างเชิงปฏิบัติในงานกลึง CNC—สถานการณ์ทั่วไปคือ การประกอบบล็อกเครื่องยนต์อัตโนมัติในกรณีนี้ การกดพอดีเป็นสิ่งสำคัญสำหรับการเชื่อมต่อชิ้นส่วน เช่น ตลับลูกปืนเพลาขับ, ตัวนำลูกสูบ, และเพลาขับเกียร์อย่างปลอดภัยโดยไม่ต้องใช้เครื่องมือยึดเพิ่มเติม
ตัวอย่างเช่น, การกดพอดีของตลับลูกปืนเพลาขับ ต้องการการพอดีแบบแทรกแซงที่มีการควบคุมขนาดอย่างเข้มงวดเพื่อให้แน่ใจว่าไม่มีการเคลื่อนไหวในขณะเครื่องยนต์ทำงาน แต่ยังคงสามารถประกอบได้โดยไม่ทำให้ชิ้นส่วนเสียหาย การใช้ ความทนทานของเพลาและรู มาตรฐาน ISO 286 และ ANSI B4.1 ที่เหมาะสมสามารถลดความเสี่ยงของการเสียรูปและรับประกันการประกอบกลไกที่ราบรื่น
ภาพประกอบสำหรับความคลาดเคลื่อนของการกดพอดี
ภาพประกอบมีบทบาทสำคัญในการตรวจสอบและสื่อสารความต้องการของการกดพอดีในระหว่างการออกแบบและการผลิต:
- ตารางความคลาดเคลื่อนเชิงมิติ แสดงขนาดมาตรฐานและขีดจำกัดบนและล่างที่ยอมรับได้
- แผนภาพการสะสมความทนทาน เพื่อแสดงผลกระทบสะสมของความแตกต่างระหว่างชิ้นส่วน.
- แผนภูมิพื้นผิวสำเร็จรูป เพื่อให้แน่ใจว่าพื้นผิวที่จับคู่กันมีความหยาบที่เหมาะสมสำหรับประสิทธิภาพการกดเข้าอย่างเต็มที่.
- การสร้างโมเดลและการจำลอง 3 มิติ CAD เพื่อทำนายการรบกวนและความง่ายในการประกอบก่อนการผลิต.
เครื่องมือภาพเหล่านี้ช่วยให้นักวิศวกรและช่างกลสามารถยืนยันได้ว่าการจับคู่แบบรัดแน่นถูกต้องตามที่กำหนด ซึ่งช่วยป้องกันปัญหาเช่นการเสียรูปมากเกินไปหรือการหลวม.
บทบาทของ topcncpro ในการรับประกันความแม่นยำของความทนทานในการกดเข้า
At topcncproเรามีความเชี่ยวชาญในการให้บริการ การกลึงความแม่นยำ และชิ้นส่วนที่กำหนดเองที่ตรงตามข้อกำหนดความทนทานในการกดเข้าอย่างเข้มงวด เราใช้เทคโนโลยีเครื่องจักร CNC ขั้นสูงร่วมกับ เครื่องคำนวณการประกบแน่น เครื่องมือเพื่อ:
- คำนวณค่าการรบกวนที่แม่นยำโดยอิงจากคุณสมบัติของวัสดุและความต้องการในการใช้งาน.
- ควบคุมกระบวนการผลิตด้วยความแม่นยำของเครื่องกลึง CNC ที่เข้มงวดเพื่อให้เป็นไปตามมาตรฐาน ISO 286 และ ANSI B4.1.
- ดำเนินมาตรการควบคุมคุณภาพอย่างเข้มงวด รวมถึงการตรวจสอบมิติและการตรวจสอบพื้นผิว.
- จัดทำรายงานรายละเอียดและสนับสนุนเพื่อช่วยให้ลูกค้าเพิ่มประสิทธิภาพการประกอบกลไกและหลีกเลี่ยงปัญหาเกี่ยวกับการพอดี.
ความเชี่ยวชาญของเรา ensures that your engine block components, or any other critical assemblies, achieve perfect press fits—leading to durable, high-performance parts with consistent assembly outcomes.
สำหรับข้อมูลพื้นฐานเพิ่มเติมเกี่ยวกับความทนทานของวิศวกรรมและคำแนะนำเชิงปฏิบัติ, ตรวจสอบที่ การอธิบายความทนทานในการวิศวกรรม. ซึ่งช่วยเชื่อมช่องว่างระหว่างแนวคิดการออกแบบและความแม่นยำที่จำเป็นในงานกลึง CNC ในโลกแห่งความเป็นจริง.
กรณีศึกษานี้แสดงให้เห็นว่าการระบุรายละเอียดในความทนทานของการกดพอดีสามารถสร้างความแตกต่างอย่างมากในด้านประสิทธิภาพและความน่าเชื่อถือ ด้วยการคำนวณ เครื่องมือ และเทคนิคการผลิตที่เหมาะสม คุณจะได้การประกอบที่ทนทานต่อแรงกดดันโดยไม่ต้องซ่อมแซมหรือเกิดความล้มเหลวที่มีค่าใช้จ่ายสูง.