บริการผลิตฮีทซิงค์อัดขึ้นรูประดับมืออาชีพ
เทคโนโลยีการขึ้นรูปอะลูมิเนียมชั้นนำของอุตสาหกรรมที่มอบโซลูชันความร้อนที่คุ้มค่า พร้อมประสิทธิภาพยอดเยี่ยม ความยืดหยุ่นในการออกแบบ และความน่าเชื่อถือที่ได้รับการพิสูจน์แล้วสำหรับการใช้งานที่หลากหลาย
ทำไมถึงเลือกฮีทซิงค์ฉีดขึ้นรูป?
ฮีทซิงค์อลูมิเนียมอัดขึ้นรูปเป็นโซลูชันการจัดการความร้อนที่ใช้กันอย่างแพร่หลายที่สุดในอุตสาหกรรม โดยให้สมดุลที่ดีที่สุดของประสิทธิภาพ ความคุ้มค่า และประสิทธิภาพในการผลิต
Cost-Effective
วิธีการผลิตฮีทซิงค์ที่ประหยัดที่สุด โดยมีต้นทุนเครื่องมือที่ต่ำที่สุดและประสิทธิภาพการผลิตสูง
ดีไซน์เบา
โครงสร้างอะลูมิเนียมให้ประสิทธิภาพความร้อนที่ยอดเยี่ยมในขณะที่รักษาน้ำหนักให้น้อยที่สุด
ความยืดหยุ่นในการออกแบบ
ตัวเลือกโปรไฟล์ที่หลากหลาย ตั้งแต่ซี่ฟันตรงง่ายๆ ไปจนถึงเรขาคณิตซับซ้อน เพื่อการระบายความร้อนที่เหมาะสม
การผลิตอย่างรวดเร็ว
ความสามารถในการสร้างต้นแบบอย่างรวดเร็วและการผลิตจำนวนมากด้วยคุณภาพที่สม่ำเสมอและความแม่นยำเชิงมิติ
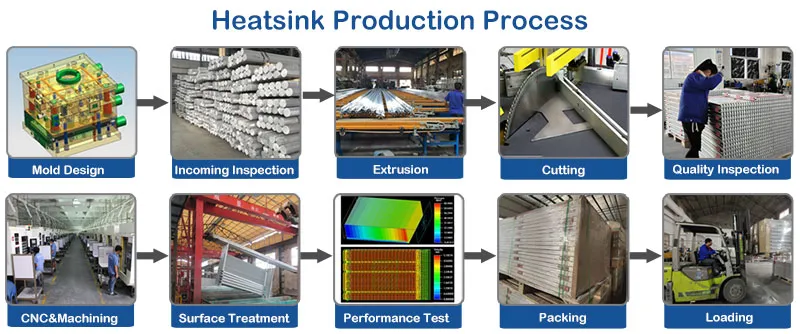
กระบวนการขึ้นรูปอะลูมิเนียมขั้นสูง
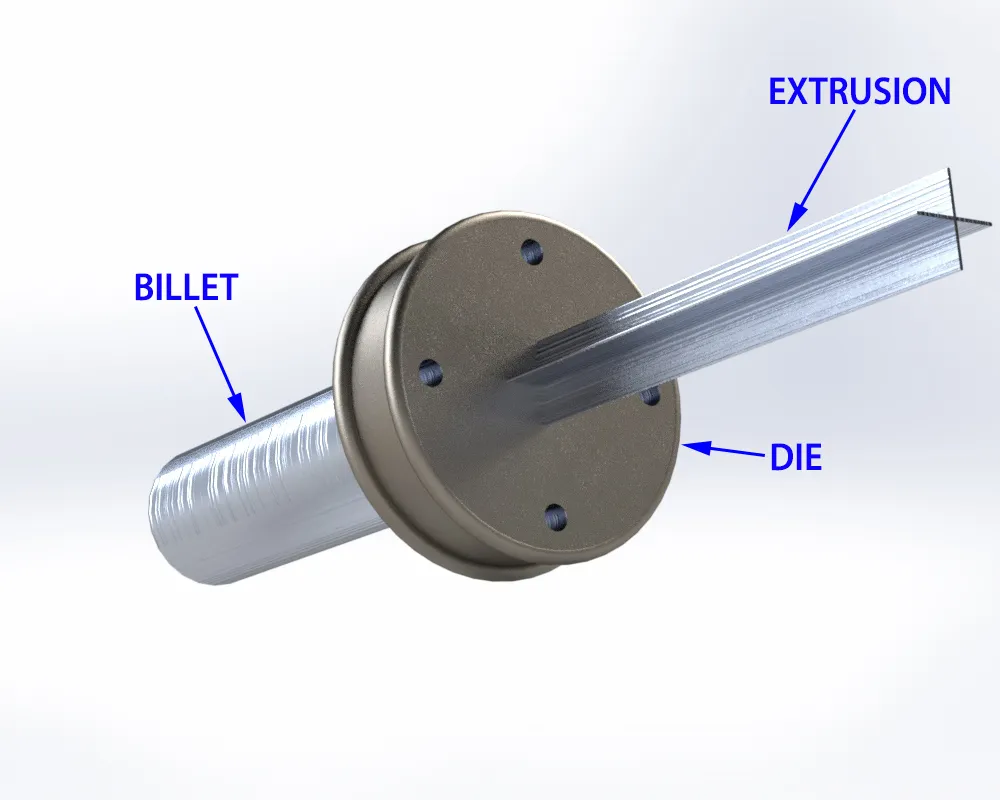
เทคโนโลยีการอัดขึ้นรูปล้ำสมัยของเราเปลี่ยนบิลเล็ตอะลูมิเนียมให้กลายเป็นโปรไฟล์ฮีทซิงค์ที่แม่นยำผ่านกระบวนการขึ้นรูปด้วยอุณหภูมิสูงที่ควบคุมได้
เทคโนโลยีการฉีดขึ้นรูปความแม่นยำ
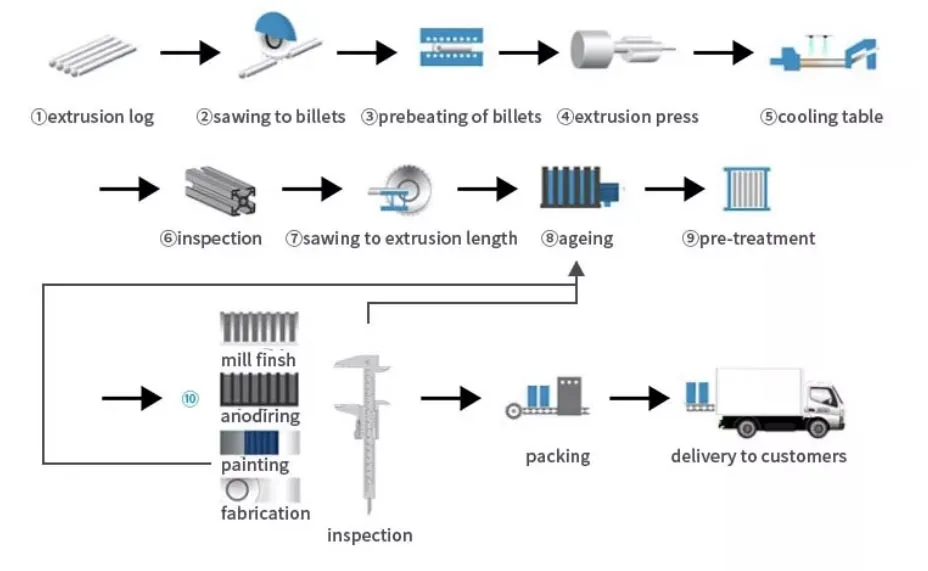
การเตรียมบิลเล็ต
แท่งอลูมิเนียม (โลหะผสม 6061/6063) ถูกความร้อนถึง 520-540°C เพื่อความสามารถในการขึ้นรูปและคุณสมบัติการไหลที่ดีที่สุด
การก่อตัว
แรงอัดไฮดรอลิกแรงดันสูงผลักอลูมิเนียมหลอมเหลวผ่านแม่พิมพ์เหล็กความแม่นยำเพื่อสร้างรูปทรงโปรไฟล์ที่ต้องการ
ระบายความร้อน & การตกแต่ง
กระบวนการทำความเย็นที่ควบคุมได้ตามด้วยการตัดเฉียบคม การกลึง และการบำบัดพื้นผิว
โซลูชันฮีทซิงก์อัดขึ้นรูปแบบครบวงจร
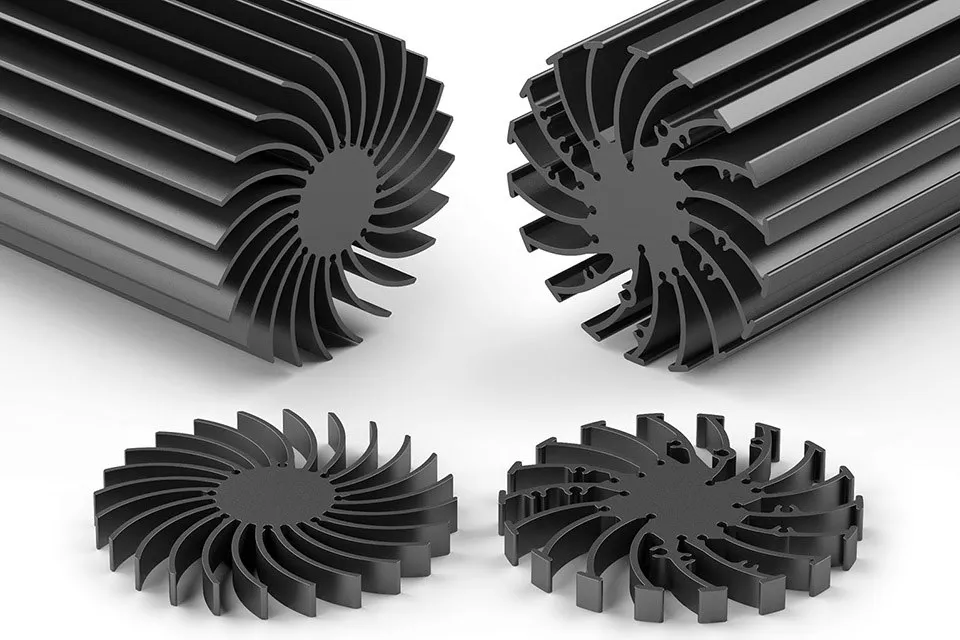
ตั้งแต่โปรไฟล์มาตรฐานไปจนถึงการออกแบบที่กำหนดเองซับซ้อน ความสามารถในการอัดขึ้นรูปของเรา ครอบคลุมความต้องการในการจัดการความร้อนในทุกอุตสาหกรรม

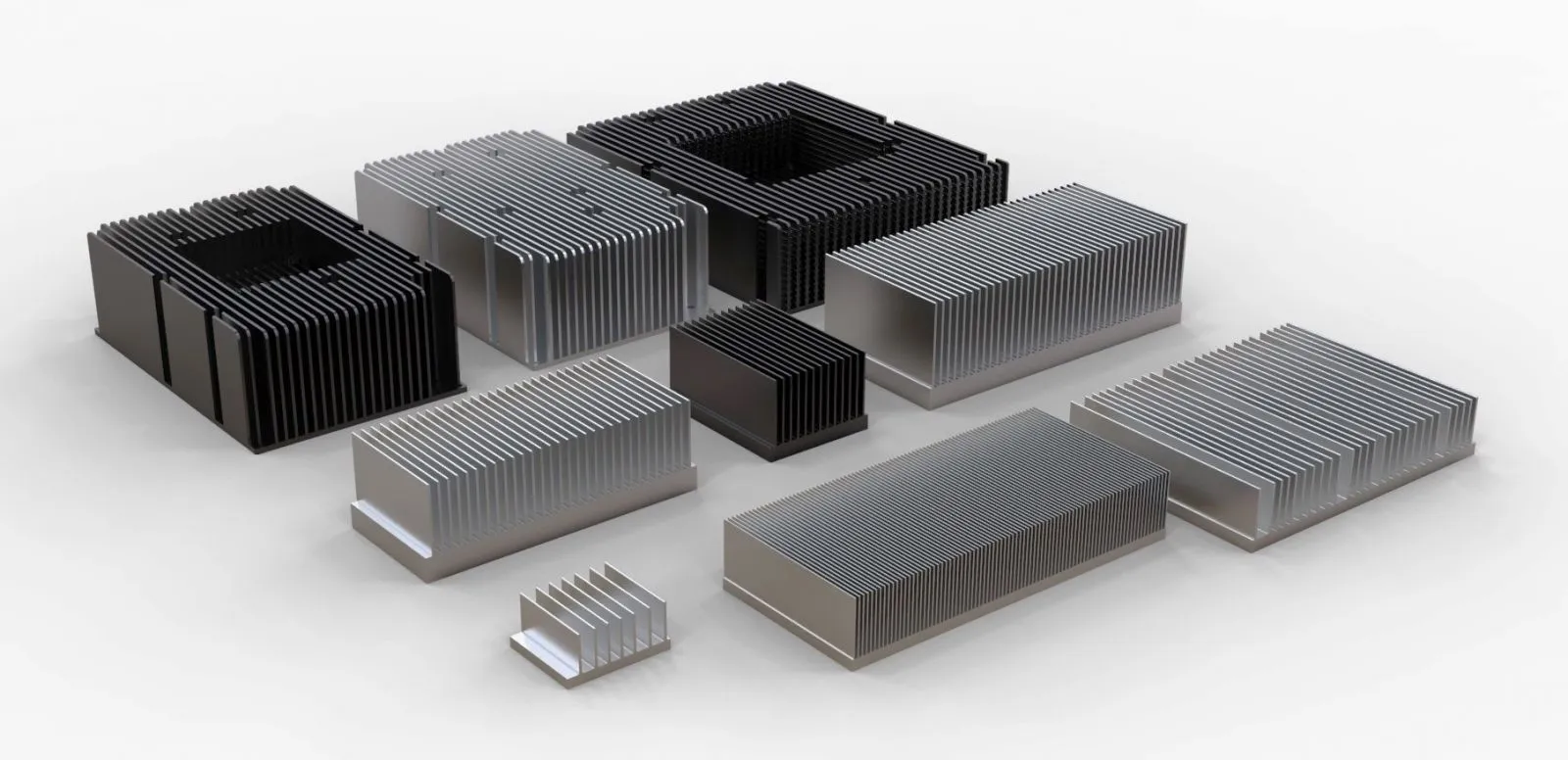
แผ่นระบายความร้อนแบบตรง
การออกแบบฟินเชิงเส้นมาตรฐานที่ให้ประสิทธิภาพความร้อนที่เชื่อถือได้สำหรับการระบายความร้อนอิเล็กทรอนิกส์ทั่วไป
- ความสูงของ Fin: 10-100 มม.
- ความหนาพื้นฐาน: 2-20 มม.
- การชุบอโนไดซ์มาตรฐานพร้อมใช้งาน

โปรไฟล์ความร้อนแบบกำหนดเอง
โปรไฟล์ที่ออกแบบด้วยเรขาคณิตของซี่ร้อนที่ปรับให้เหมาะสมเพื่อเพิ่มประสิทธิภาพความร้อนและความคุ้มค่าพื้นที่
- เรขาคณิตซับซ้อน
- คุณสมบัติการติดตั้งแบบบูรณาการ
- การออกแบบเฉพาะสำหรับแอปพลิเคชัน
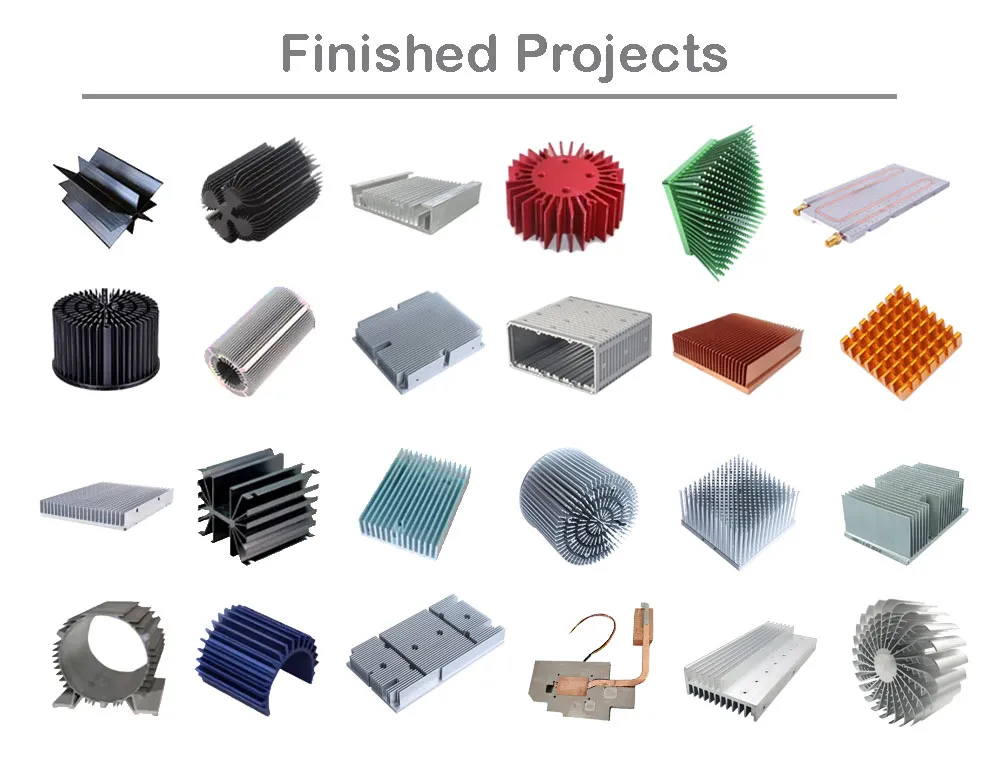
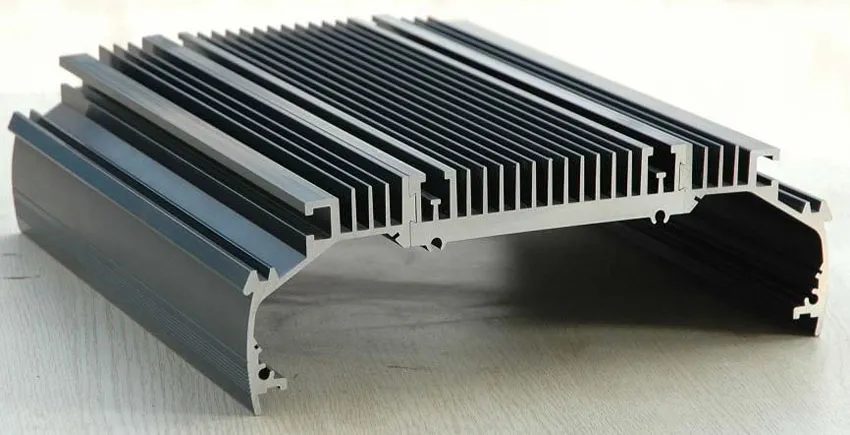
โปรไฟล์การอัดขึ้นรูปขนาดใหญ่
ฮีทซิงก์ความจุสูงสำหรับการใช้งานอุตสาหกรรมที่ต้องการความสามารถในการระบายความร้อนอย่างมาก
- ความกว้างสูงสุด 600 มม.
- ตัวเลือกความหนาแน่นของครีบสูง
- ประสิทธิภาพระดับอุตสาหกรรม
คุณสมบัติทางเทคนิคและความสามารถ
ข้อมูลทางเทคนิคเชิงครอบคลุมสำหรับความสามารถในการผลิตฮีทซิงค์ฉีดขึ้นรูปของเรา
คุณสมบัติของวัสดุ
ข้อผิดพลาดในการผลิต
ความสามารถในการผลิต
อุตสาหกรรมแอปพลิเคชัน
ฮีทซิงก์ที่ขึ้นรูปให้การจัดการความร้อนที่เชื่อถือได้ในอุตสาหกรรมหลากหลาย ตั้งแต่เครื่องใช้ไฟฟ้าผู้บริโภคจนถึงอุปกรณ์อุตสาหกรรม
อิเล็กทรอนิกส์ & คอมพิวเตอร์
- การระบายความร้อนของ CPU และ GPU
- อุปกรณ์เซิร์ฟเวอร์และศูนย์ข้อมูล
- อิเล็กทรอนิกส์สำหรับผู้บริโภค
- โมดูลจ่ายไฟ
ระบบไฟ LED
- โมดูล LED กำลังสูง
- ไฟถนนและพื้นที่
- ไฟส่องสว่างทางสถาปัตยกรรม
- โคมไฟอุตสาหกรรม
อิเล็กทรอนิกส์ยานยนต์
- ชิ้นส่วนของรถยนต์ไฟฟ้า
- อินเวอร์เตอร์ไฟฟ้า
- ระบบระบายความร้อน ECU
- ระบบความบันเทิงในรถ
การขึ้นรูปด้วยแรงอัด vs. วิธีการผลิตทางเลือก
เข้าใจข้อดีของเทคโนโลยีการอัดขึ้นรูปเมื่อเทียบกับกระบวนการผลิตฮีทซิงค์อื่น ๆ
| วิธีการผลิต | ประสิทธิภาพต้นทุน | ความเร็วในการผลิต | ความยืดหยุ่นในการออกแบบ | ประสิทธิภาพความร้อน | การใช้งานทั่วไป |
|---|---|---|---|---|---|
| อลูมิเนียมอัดขึ้นรูป | อิเล็กทรอนิกส์ทั่วไป, ไฟ LED, อุปกรณ์ผู้บริโภค | ||||
| การขึ้นรูปเย็น | แอปพลิเคชันกำลังสูง, ยานยนต์, การระบายความร้อนที่แม่นยำ | ||||
| แผ่นฟินตัดเฉือน | การระบายความร้อนความหนาแน่นสูง พื้นที่กะทัดรัด การใช้งานระดับพรีเมียม | ||||
| การหล่อด้วยวิธีเทหล่อ | รูปร่างซับซ้อน, ฟีเจอร์ที่รวมเข้าไว้ด้วยกัน, ประสิทธิภาพปานกลาง |
ทำไมการอัดขึ้นรูปจึงนำตลาด
ข้อดีหลัก
- ต้นทุนต่อหน่วยที่ต่ำที่สุดสำหรับการใช้งานส่วนใหญ่
- การขึ้นรูปอย่างรวดเร็วและการเริ่มต้นการผลิตอย่างรวดเร็ว
- ความสอดคล้องเชิงมิติที่ยอดเยี่ยม
- ของเสียจากวัสดุน้อยที่สุด
- มีโปรไฟล์มาตรฐานให้เลือกมากมาย
ข้อควรพิจารณา
- จำกัดเฉพาะรูปร่างโปรไฟล์ 2 มิติ
- ข้อจำกัดความหนาของฟิน (ขั้นต่ำประมาณ 0.8 มม.)
- ไม่เหมาะสมสำหรับการใช้งานที่มีการไหลของความร้อนสูงมาก
- อัลลอยด์อลูมิเนียมมาตรฐานจำกัดความนำความร้อน
บริการออกแบบและวิศวกรรมแบบกำหนดเอง
ทีมวิศวกรผู้เชี่ยวชาญของเรามีการสนับสนุนด้านการออกแบบอย่างครบถ้วนตั้งแต่แนวคิดจนถึงการผลิต เพื่อให้แน่ใจว่าประสิทธิภาพความร้อนเป็นไปอย่างดีที่สุดสำหรับความต้องการใช้งานเฉพาะของคุณ
สนับสนุนการออกแบบตั้งแต่ต้นจนจบ
การวิเคราะห์และแบบจำลองความร้อน
การจำลอง CFD ขั้นสูงและการสร้างแบบจำลองความร้อนเพื่อเพิ่มประสิทธิภาพทางเรขาคณิตของฮีทซิงค์ให้ได้ประสิทธิภาพการระบายความร้อนสูงสุด
ออกแบบโปรไฟล์แบบกำหนดเอง
โปรไฟล์การอัดขึ้นรูปที่ปรับแต่งเฉพาะ เพื่อให้ตรงกับข้อจำกัดด้านความร้อน กลศาสตร์ และพื้นที่
การสร้างต้นแบบอย่างรวดเร็ว
การพัฒนาต้นแบบอย่างรวดเร็วและการทดสอบเพื่อยืนยันประสิทธิภาพความร้อนก่อนการผลิตเต็มรูปแบบ
7-14 วัน
เวลาการส่งมอบต้นแบบทั่วไปสำหรับการออกแบบความซับซ้อนมาตรฐาน
วิศวกรผู้เชี่ยวชาญ
ผู้จัดการโครงการส่วนตัวที่ได้รับมอบหมายให้กับทุกโครงการออกแบบตามคำสั่ง
ได้รับการรับรอง ISO 9001
ระบบการจัดการคุณภาพที่รับประกันมาตรฐานการออกแบบและการผลิตที่สม่ำเสมอ
ตัวเลือกการเคลือบผิวและการตกแต่ง
เสริมประสิทธิภาพความร้อน ความต้านทานการกัดกร่อน และความสวยงามด้วยบริการเคลือบผิวครบวงจรของเรา
Anodizing
ความต้านทานการกัดกร่อนที่ดีขึ้นและการปล่อยความร้อนที่ดีขึ้น มีให้เลือกในสีธรรมชาติ สีดำ และสีที่มีสีสัน
- • ประเภท II และ ประเภท III พร้อมให้บริการ
- • ความหนา: 5-25 ไมครอน
- • การแผ่รังสีความร้อนที่ดีขึ้น
ดำอะโนไดซ์
คุณสมบัติการแผ่รังสีความร้อนที่ดีที่สุดพร้อมลักษณะดำแบบมืออาชีพ เหมาะสำหรับการใช้งาน LED และอิเล็กทรอนิกส์
- • การปล่อยรังสีความร้อน: 0.85-0.90
- • ความสม่ำเสมอของสีเครื่องแบบ
- • การระบายความร้อนที่ดีขึ้น
การเคลือบผง
เคลือบป้องกันที่ทนทาน มีให้เลือกหลายสีและพื้นผิว เหมาะสำหรับใช้งานกลางแจ้งและอุตสาหกรรม
- • ตัวเลือกสีมากมาย
- • ความทนทานยอดเยี่ยม
- • การอนุรักษ์สิ่งแวดล้อม
การกลึง
การกลึง CNC ความแม่นยำสำหรับรูยึด, ร่อง, และคุณสมบัติพิเศษต่าง ๆ คงความเที่ยงตรงของขนาดไว้ได้อย่างแน่นหนา
- • รูปแบบรูยึดติดตั้ง
- • ร่อง/ช่องทางที่กำหนดเอง
- • ความแม่นยำที่ยอมรับได้
คำถามที่พบบ่อย
คำตอบจากผู้เชี่ยวชาญสำหรับคำถามทั่วไปเกี่ยวกับการผลิตและการใช้งานฮีทซิงค์อัดขึ้นรูป