โซลูชันการฉีดขึ้นรูปแทรกโลหะขั้นสูงเพื่อประสิทธิภาพชิ้นส่วนที่เหนือกว่า การผสมผสานความแข็งแรงของแทรกโลหะกับความหลากหลายของการฉีดขึ้นรูปพลาสติกเพื่อสร้างชิ้นส่วนที่ทนทานและมีประสิทธิภาพสูง

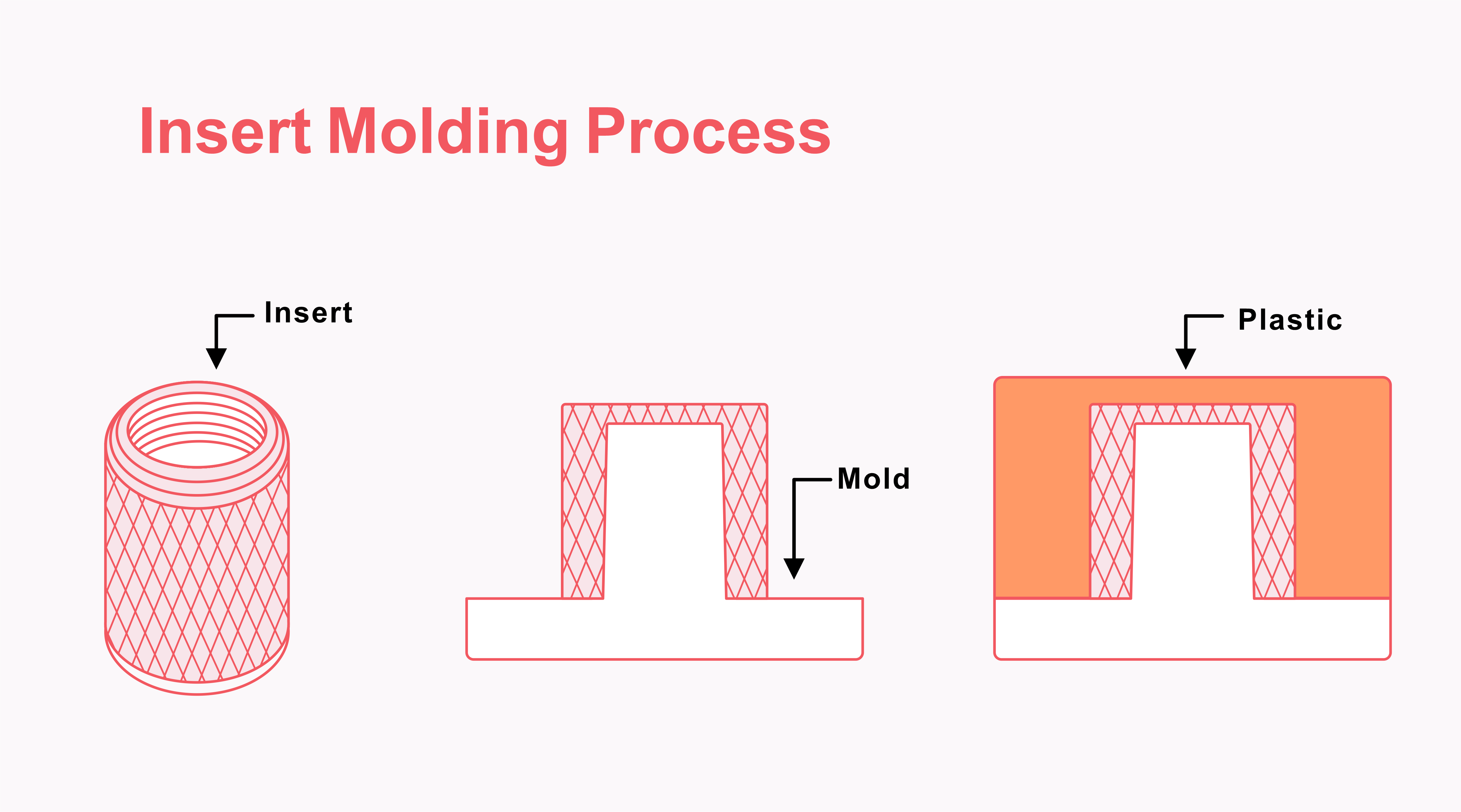
การฉีดขึ้นรูปแบบแทรกเป็นเทคนิคการฉีดขึ้นรูปขั้นสูงที่เกี่ยวข้องกับการฉีดพลาสติกหลอมเหลวรอบๆ แทรกโลหะที่วางไว้ล่วงหน้าเพื่อสร้างชิ้นส่วนที่แข็งแรงและเชื่อมต่อกัน กระบวนการนี้ผสมผสานคุณสมบัติทางกลของโลหะกับความยืดหยุ่นในการออกแบบของพลาสติก
แทรกโลหะให้ความแข็งแรงของเกลียวและความทนทานต่อการสึกหรอที่ดีกว่าชิ้นส่วนที่ทำจากพลาสติกเท่านั้น
เบากว่าชิ้นส่วนโลหะทั้งหมดในขณะที่ยังคงความแข็งแรงและประสิทธิภาพไว้
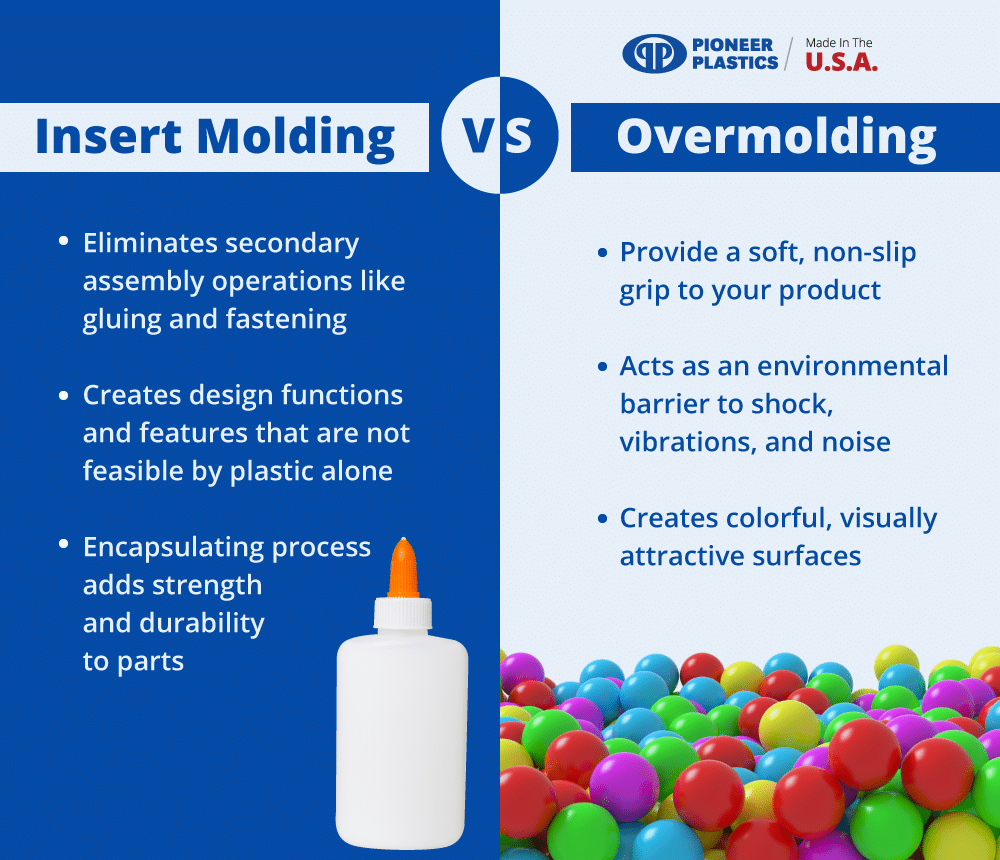
กำจัดกระบวนการประกอบ ลดต้นทุนแรงงาน และปรับปรุงประสิทธิภาพการผลิต
คู่มือทีละขั้นตอนสำหรับกระบวนการผลิตแม่พิมพ์ฉีดขึ้นรูปความแม่นยำของเรา
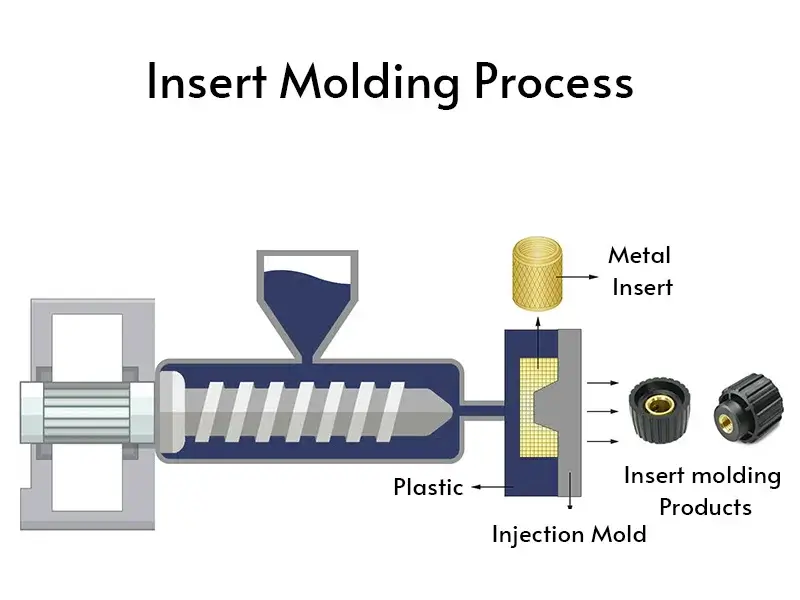
แทรกโลหะถูกผลิตขึ้นตามข้อกำหนดที่แม่นยำและเตรียมพร้อมสำหรับการวางในโพรงแม่พิมพ์
แทรกที่เตรียมไว้ล่วงหน้าถูกวางตำแหน่งอย่างระมัดระวังในโพรงแม่พิมพ์โดยใช้อุปกรณ์และแนวทางที่แม่นยำ
แม่พิมพ์ถูกปิดอย่างแน่นหนาและยึดให้แน่นเพื่อทนต่อแรงดันฉีดในขณะเดียวกันก็รักษาตำแหน่งของแทรก
พลาสติกหลอมละลายถูกฉีดด้วยแรงดันสูง ไหลรอบชิ้นส่วนเพื่อสร้างความเชื่อมต่อทางกลที่แข็งแรง
พลาสติกเย็นตัวและแข็งตัวรอบๆ ชิ้นแทรก ทำให้เป็นชุดประกอบที่ถาวรและเชื่อมต่อกันอย่างแน่นหนา
ชิ้นส่วนที่เสร็จสมบูรณ์พร้อมแทรกฝังถูกฉีดออกจากแม่พิมพ์ พร้อมสำหรับการตรวจสอบคุณภาพ
ตัวเลือกกว้างของเทอร์โมพลาสติกและแทรกโลหะเพื่อประสิทธิภาพสูงสุด
ความสามารถในการกลึงที่ยอดเยี่ยมและความต้านทานการกัดกร่อน เหมาะสำหรับการใช้งานแบบเกลียวและส่วนประกอบไฟฟ้า
ความทนทานต่อการกัดกร่อนและความแข็งแรงชั้นยอด เหมาะสำหรับการใช้งานทางการแพทย์และอาหารระดับคุณภาพ
โซลูชันที่มีความแข็งแรงสูงและคุ้มค่าต่อการใช้งานทั่วไปที่ต้องการความทนทาน
เบาและนำความร้อนดี เหมาะสำหรับการใช้งานในอุตสาหกรรมการบินและยานยนต์
เข้าใจความแตกต่างหลักระหว่างกระบวนการผลิตสองประเภทที่สำคัญ
การฉีดขึ้นรูปให้บริการอุตสาหกรรมหลากหลายด้วยโซลูชันที่ออกแบบมาอย่างแม่นยำ
ข้อควรพิจารณาที่สำคัญสำหรับโครงการฉีดขึ้นรูปที่ประสบความสำเร็จ
แน่ใจว่าแทรกอยู่ห่างจากตำแหน่งประตูเพื่อป้องกันการเคลื่อนย้ายในระหว่างการฉีด คงความหนาของผนังพลาสติกรอบแทรกให้เพียงพอ
ใช้มุมร่าง 0.5° ถึง 2° บนพื้นผิวแนวตั้งทั้งหมดเพื่ออำนวยความสะดวกในการปล่อยชิ้นส่วนและป้องกันความเสียหายของแม่พิมพ์ในระหว่างการถอดแม่พิมพ์
รักษาความหนาของผนังให้สม่ำเสมอระหว่าง 0.5 มม. ถึง 3 มม. รอบๆ แทรก หลีกเลี่ยงส่วนที่หนาเกินไปซึ่งอาจทำให้เกิดรอยยุบหรือบิดงา
หลีกเลี่ยงมุมแหลมที่อาจสร้างจุดความเครียดสะสม ใช้รัศมีที่กว้างขวาง (อย่างน้อย 0.5 มม.) เพื่อปรับปรุงการไหลและลดความเครียด
รักษาแทรกให้มีขนาดเล็กเมื่อเทียบกับชิ้นพลาสติก แทรกขนาดใหญ่สามารถทำให้เกิดการบิดเบี้ยวและทำให้การถอดแม่พิมพ์เป็นไปได้ยาก
ตรวจสอบให้แน่ใจว่าความเข้ากันได้ของการขยายตัวทางความร้อนระหว่างชิ้นแทรกและวัสดุพลาสติกเพื่อป้องกันการแตกร้าวจากแรงดันในระหว่างการระบายความร้อน
| พารามิเตอร์ | รายละเอียด | หมายเหตุ |
|---|---|---|
| ขนาดชิ้นส่วนสูงสุด | 800 × 1000 × 400 มม. | 31.5″ × 39.37″ × 15.75″ |
| ขนาดชิ้นส่วนขั้นต่ำ | 2 × 2 × 2 มม. | 0.08″ × 0.08″ × 0.08″ |
| ช่วงความหนาของผนัง | 0.5 – 3.0 มม. | 0.020″ – 0.12″ |
| ความอดทน (ทั่วไป) | ±0.025มม. | ±0.001″ |
| ระยะเวลาการดำเนินการ | 15-45 วันทำการ | จากแม่พิมพ์ถึงการส่งมอบตัวอย่าง |
การควบคุมคุณภาพอย่างครอบคลุมตลอดกระบวนการผลิตทั้งหมด
การออกแบบที่สมบูรณ์สำหรับการตรวจสอบความสามารถในการผลิตก่อนเริ่มการผลิต
การตรวจสอบตำแหน่งและการจัดแนวของการแทรกในแม่พิมพ์อย่างแม่นยำ
การตรวจสอบมิติที่สำคัญโดยใช้เครื่องวัดขั้นสูง
แทรกการตรวจสอบความแข็งแรงของการยึดเพื่อให้แน่ใจในความสมบูรณ์ของการเชื่อมต่อ
ประโยชน์หลักที่ทำให้การฉีดขึ้นรูปเป็นทางเลือกที่นิยมสำหรับชิ้นส่วนแบบบูรณาการ
กระบวนการขั้นตอนเดียวช่วยขจัดกระบวนการประกอบรอง เพิ่มความคุ้มค่าด้านแรงงานและปรับปรุงความน่าเชื่อถือ
ลดต้นทุนการผลิตโดยรวมลงผ่านการลดเวลาการประกอบ งานแรงงาน และความเสี่ยงของความผิดพลาดในการประกอบ
เบากว่าทางเลือกที่ทำจากโลหะทั้งหมด ในขณะที่ยังคงรักษาความสมบูรณ์ของโครงสร้างและลักษณะการทำงาน
แทรกโลหะให้ความทนทานต่อการสึกหรอและความสมบูรณ์ของเกลียวที่ดีกว่าชิ้นส่วนที่ทำจากพลาสติกเท่านั้น
ช่วยให้การออกแบบที่เล็กลงและกะทัดรัดขึ้น ในขณะที่ยังคงรักษาฟังก์ชันและความสามารถตามความต้องการ
ความสัมพันธ์ทางกลที่แข็งแรงกว่าระหว่างวัสดุเมื่อเทียบกับวิธีการประกอบหลังการผลิต ลดจุดล้มเหลว
คำถามที่พบบ่อยเกี่ยวกับบริการฉีดขึ้นรูปของเรา