โซลูชันการเชื่อม TIG, MIG และ Arc สำหรับการผลิตที่แม่นยำ ตั้งแต่ชิ้นส่วนอวกาศไปจนถึงการประกอบรถยนต์ เรามีบริการเชื่อมคุณภาพสูงที่ไม่มีใครเทียบได้และความน่าเชื่อถือที่ยอดเยี่ยม

ความสามารถในการเชื่อมขั้นสูงของเรา ครอบคลุมกระบวนการเชื่อมหลักทั้งหมด เพื่อให้ได้ผลลัพธ์ที่ดีที่สุดสำหรับทุกการใช้งานและการรวมวัสดุ
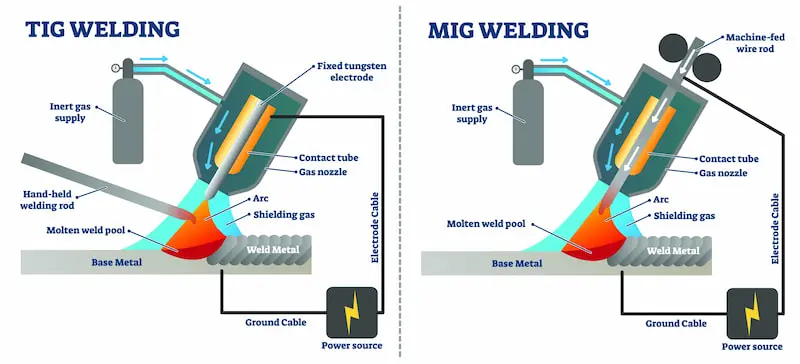
การเชื่อมด้วยแก๊สทังสเตนอาร์คให้ความแม่นยำและคุณภาพที่ยอดเยี่ยมสำหรับวัสดุบางและการใช้งานที่สำคัญ เหมาะสำหรับอุตสาหกรรมการบิน การแพทย์ และชิ้นส่วนรถยนต์ระดับสูง
การเชื่อมด้วยแก๊สโลหะอาร์กให้ผลผลิตสูงและความหลากหลายสำหรับการเชื่อมเพื่อการผลิต เหมาะสำหรับชิ้นส่วนโครงสร้าง โครงรถยนต์ และงานประกอบทั่วไป
การเชื่อมโลหะด้วยอาร์ก้าชุบกันสนิมให้การแทรกซึมและความแข็งแรงที่ยอดเยี่ยมสำหรับการใช้งานหนัก เหมาะสำหรับเหล็กโครงสร้าง ท่อส่ง และการเชื่อมในสนาม
ความเข้าใจความแตกต่างระหว่างกระบวนการเชื่อมช่วยในการเลือกวิธีที่เหมาะสมที่สุดสำหรับความต้องการใช้งานเฉพาะของคุณ
ช่างเชื่อมที่ได้รับการรับรองของเรา มีประสบการณ์กว้างขวางกับวัสดุหลากหลายชนิด เพื่อให้แน่ใจว่ามีพารามิเตอร์และเทคนิคการเชื่อมที่เหมาะสมที่สุดสำหรับแต่ละการใช้งาน
304, 316, 410, เกรด 430
6061, 5052, 7075 อัลลอย
A36, 1018, เกรด 4140
เกรด 2, Ti-6Al-4V

เทคนิคเฉพาะทางในการเชื่อมโลหะต่าง ๆ ในขณะที่จัดการกับปัญหาการขยายตัวของความร้อนและการกัดกร่อนแบบกัลวานิก
แนวทางการบำบัดความร้อนก่อนและหลังการเชื่อมเพื่อรักษาคุณสมบัติของวัสดุและป้องกันการบิดเบือน
การจับคู่โลหะเติมที่เหมาะสมที่สุดตามวัสดุฐาน สภาพการใช้งาน และข้อกำหนดทางกล
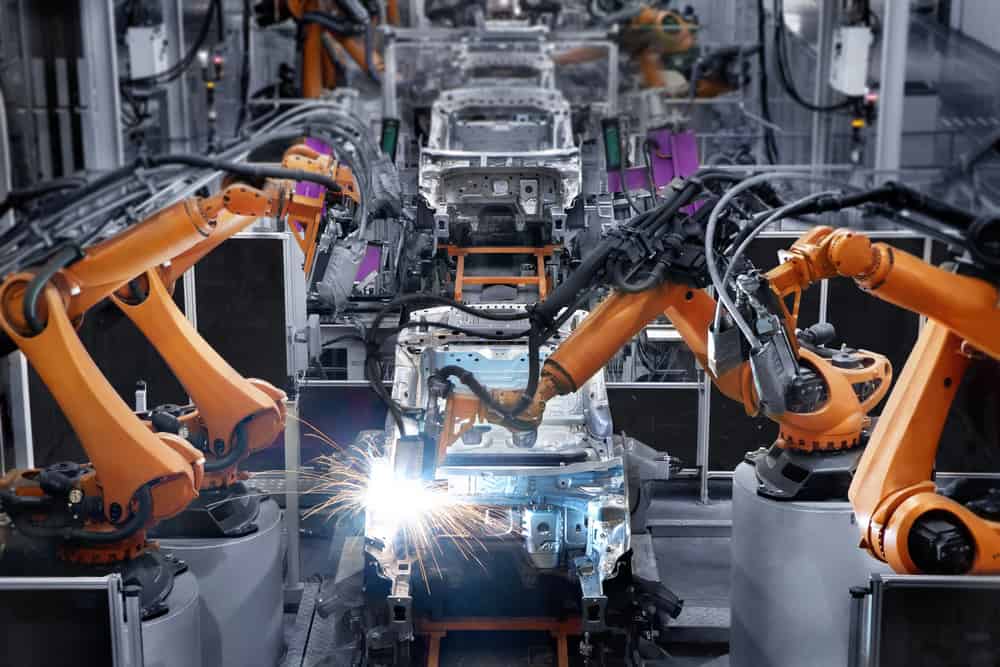
ระบบเชื่อมด้วยหุ่นยนต์ขั้นสูงของเราให้ความสม่ำเสมอ ความแม่นยำ และผลผลิตที่ไม่มีใครเทียบได้ สำหรับการผลิตจำนวนมากและการประกอบที่ซับซ้อน
เสรีภาพในการเคลื่อนไหวเต็มรูปแบบสำหรับเรขาคณิตที่ซับซ้อนและตำแหน่งหัวเชื่อมที่เหมาะสมในทุกการใช้งานเชื่อม
การติดตามรอยต่อแบบเรียลไทม์และพารามิเตอร์การเชื่อมแบบปรับตัวอัตโนมัติสำหรับคุณภาพที่สม่ำเสมอในความแตกต่างของชิ้นส่วน
การปรับพารามิเตอร์การเชื่อมอัจฉริยะโดยอิงตามข้อมูลย้อนกลับแบบเรียลไทม์เพื่อการเจาะและคุณภาพที่ดีที่สุด
ความเร็วในการเชื่อม Up to 300% เร็วกว่าเมื่อเทียบกับการทำงานด้วยมือ พร้อมความสามารถในการทำงานตลอด 24/7
ลดความแปรปรวนของมนุษย์ด้วยพารามิเตอร์การเชื่อมซ้ำได้และความแม่นยำในการวางตำแหน่ง
ลบผู้ดำเนินการออกจากสภาพแวดล้อมการเชื่อมที่อันตราย ในขณะที่รักษามาตรฐานความปลอดภัยสูง
เทคนิคการเชื่อมเฉพาะทางสำหรับการใช้งานที่สำคัญที่ต้องการคุณภาพ ความแม่นยำ และความน่าเชื่อถือเป็นพิเศษ
การทำความสะอาดวัสดุ การเตรียมรอยต่อ และการตั้งอุปกรณ์เพื่อให้แน่ใจว่ามีสภาพการเชื่อมที่ดีที่สุดและความสามารถในการทำซ้ำ
การควบคุมแรงดันไฟฟ้า, กระแสไฟฟ้า, ความเร็วในการเคลื่อนที่, และแก๊สป้องกันอย่างแม่นยำ เพื่อการเจาะและลักษณะที่ดีที่สุด
การตรวจสอบลักษณะของรอยเชื่อมและพฤติกรรมของบ่อเชื่อมอย่างต่อเนื่องเพื่อให้ข้อมูลย้อนกลับด้านคุณภาพทันที
บรรเทาความเครียด การอบความร้อน และการดำเนินงานขั้นสุดท้ายเพื่อให้ได้คุณสมบัติทางกลสุดท้าย

100% การตรวจสอบด้วยสายตาตามมาตรฐาน AWS D1.1 สำหรับคุณภาพพื้นผิวและลักษณะภายนอก
การทดสอบไม่ทำลาย รวมถึงวิธีการถ่ายภาพรังสี อัลตราโซนิก และการตรวจสอบด้วยสารละลาย dye penetrant
การทดสอบแรงดึง โค้งงอ และแรงกระแทกเพื่อยืนยันคุณสมบัติทางกลและความสมบูรณ์ของการเชื่อมต่อ
รายละเอียดกระบวนการเชื่อมที่สมบูรณ์ (WPS) และบันทึกการรับรองกระบวนการ (PQR)
ประกอบหลายชิ้นส่วนซับซ้อนที่ต้องการการประกอบที่แม่นยำ การควบคุมการบิดเบี้ยว และความสมบูรณ์ของโครงสร้างสำหรับการใช้งานที่ต้องการความทนทาน

ความสามารถในการเชื่อมโครงสร้างของเรา ครอบคลุมทุกอย่างตั้งแต่การประกอบแผ่นรองง่ายๆ ไปจนถึงโครงสร้างหลายตันที่ซับซ้อน เพื่อให้มั่นใจในความสมบูรณ์ของโครงสร้างและเป็นไปตามข้อกำหนดด้านวิศวกรรม
โครงสร้างเหล็กกล้าทางโครงสร้างขนาดใหญ่
ประกอบชิ้นส่วนที่ผ่านการกลึงอย่างแม่นยำ
แพลตฟอร์มอุปกรณ์ที่กำหนดเอง
งานโลหะสถาปัตยกรรม
ลำดับการเชื่อมเชิงกลยุทธ์เพื่อสมดุลความเครียดจากความร้อน
อุปกรณ์ยึดแน่นเพื่อรักษาความแม่นยำเชิงมิติ
อุณหภูมิระหว่างขั้นตอนควบคุม
การบำบัดด้วยความร้อนหลังการเชื่อมเมื่อจำเป็น
โครงสร้างอาคารพาณิชย์และอุตสาหกรรม โครงคาน และองค์ประกอบสถาปัตยกรรม
ฐานอุปกรณ์และโครงสร้างสนับสนุนที่ผ่านการกลึงอย่างแม่นยำสำหรับเครื่องจักรอุตสาหกรรม
ชิ้นส่วนโครงรถยนต์และรถบรรทุกหนักที่มีข้อกำหนดด้านประสิทธิภาพการชน
ให้บริการอุตสาหกรรมสำคัญด้วยโซลูชันการเชื่อมที่เชี่ยวชาญ ซึ่งตอบสนองความต้องการด้านคุณภาพและประสิทธิภาพที่เข้มงวดที่สุด
ชิ้นส่วนอากาศยานที่สำคัญ ต้องการมาตรฐานคุณภาพสูงสุด วัสดุพิเศษ และความสามารถในการติดตามย้อนกลับได้เต็มที่
การเชื่อมประกอบชิ้นส่วนยานยนต์ในปริมาณมาก โดยเน้นความสม่ำเสมอและความคุ้มค่า
การเชื่อมที่แม่นยำสำหรับอุปกรณ์ทางการแพทย์ด้วยวัสดุที่เป็นมิตรต่อร่างกายและความต้องการในการผลิตในห้องปลอดเชื้อ
ความสามารถในการติดตามวัตถุดิบจนถึงการตรวจสอบสุดท้ายพร้อมชุดเอกสารครบถ้วน
การเชื่อมด้วยบรรยากาศควบคุมสำหรับวัสดุที่มีปฏิกิริยาและการใช้งานที่ไวต่อการปนเปื้อน
แนวทางการทดสอบอย่างครอบคลุม รวมถึงการทดสอบความเมื่อยล้า การกัดกร่อน และความเข้ากันได้ทางชีวภาพตามที่กำหนด

การบริหารคุณภาพอย่างครอบคลุมเพื่อให้แน่ใจว่าการเชื่อมทุกจุดตรงตามหรือเกินกว่าข้อกำหนดโดยผ่านการทดสอบและเอกสารอย่างเข้มงวด
การตรวจสอบใบรับรองวัสดุ การตรวจสอบขนาด และการประเมินสภาพพื้นผิวก่อนการเชื่อม
การตรวจสอบพารามิเตอร์การเชื่อมแบบเรียลไทม์ การตรวจสอบด้วยสายตาระหว่างรอบ และการตรวจสอบขนาด
การตรวจสอบมิติ, การมองเห็น, และ NDT อย่างครบถ้วน พร้อมเอกสารและใบรับรองเต็มรูปแบบ

การตรวจจับข้อบกพร่องภายในโดยใช้เทคนิครังสีเอกซ์และรังสีแกมมาสำหรับการเชื่อมที่สำคัญ
คลื่นเสียงความถี่สูงเพื่อค้นหาความไม่ต่อเนื่องใต้ผิวดินและวัดการแทรกซึมของการเชื่อม
การตรวจจับรอยร้าวบนพื้นผิวโดยใช้สารเรืองแสงหรือสารเติมสีที่มองเห็นได้เพื่อการระบุข้อบกพร่องอย่างแม่นยำ
การตรวจจับความผิดปกติบนพื้นผิวและใกล้พื้นผิวในวัสดุเหล็กดูดแม่เหล็กโดยใช้สนามแม่เหล็ก
หลักการออกแบบเพื่อการผลิต (DFM) เพื่อเพิ่มประสิทธิภาพในการเชื่อม, ลดต้นทุน, และรับประกันผลลัพธ์คุณภาพสูง
ออกแบบจุดเชื่อมต่อให้มีทางเข้าเพียงพอสำหรับอุปกรณ์เชื่อมและการควบคุมของผู้ปฏิบัติงาน
เลือกการกำหนดค่าข้อต่อเพื่อให้แน่ใจว่าการหลอมรวมสมบูรณ์และการแทรกซึมเพียงพอ
ลดการบิดเบือนจากการเชื่อมโดยการออกแบบรอยต่อและวางแผนลำดับอย่างเหมาะสม
เลือกวัสดุที่มีคุณสมบัติการเชื่อมและคุณสมบัติความร้อนที่เข้ากันได้
ออกแบบจุดเชื่อมต่อระหว่างวัสดุที่มีความหนาใกล้เคียงกันเพื่อช่วยลดผลกระทบของการระบายความร้อน
เลือกโลหะเติมที่เหมาะสมตามคุณสมบัติของวัสดุฐานและเงื่อนไขการใช้งาน
การเข้าถึงที่จำกัดทำให้เทคนิคการเชื่อมที่ถูกต้องเป็นไปไม่ได้
ออกแบบระยะห่างที่เพียงพอและพิจารณาลำดับการเชื่อม
ความร้อนแบบไม่สมมาตรทำให้เกิดการบิดเบี้ยวและการเปลี่ยนแปลงขนาด
สมดุลการวางตำแหน่งเชื่อมและใช้เครื่องยึดจับที่เหมาะสม
การออกแบบข้อต่อที่ไม่ดีทำให้การแทรกซึมไม่เพียงพอ
ปรับปรุงเรขาคณิตของร่องและพารามิเตอร์การเชื่อม
คำตอบจากผู้เชี่ยวชาญสำหรับคำถามทั่วไปเกี่ยวกับบริการเชื่อมโลหะ กระบวนการ และข้อกำหนดด้านคุณภาพ
การเชื่อม TIG (GTAW) ใช้ขั้วไฟฟ้าทอง tungsten และแก๊สเฉื่อย ให้คุณภาพและความแม่นยำสูงสุด แต่ความเร็วช้ากว่า เหมาะสำหรับวัสดุบางและงานที่ต้องความละเอียดสูง การเชื่อม MIG (GMAW) ใช้ลวดเชื่อมที่ใช้แล้วทิ้งและมีความเร็วสูงขึ้น ทำให้เหมาะสำหรับงานผลิต การเชื่อม Arc (SMAW) ใช้ขั้วไฟฟ้าที่ใช้แล้วทิ้งพร้อมเคลือบฟลักซ์ ให้ความสะดวกในการพกพาและการเจาะลึกสำหรับงานภาคสนามและวัสดุหนา
การเชื่อมโลหะต่างชนิดกันโดยตรงเป็นเรื่องท้าทายเนื่องจากความแตกต่างในจุดหลอมเหลว การขยายตัวทางความร้อน และการก่อตัวของสารประกอบโลหะผสมที่เปราะบาง อย่างไรก็ตาม สามารถทำได้โดยใช้เทคนิคเฉพาะ เช่น การเชื่อมด้วยแรงเสียดทาน การเชื่อมด้วยระเบิด หรือการเชื่อมต่อผ่านจุดเชื่อมที่มีวัสดุชั่วคราวที่เข้ากันได้ สำหรับอลูมิเนียมกับเหล็ก เรามักใช้การยึดด้วยกลไก การยึดติดด้วยกาว หรือกระบวนการเชื่อมเฉพาะ เช่น การเชื่อมด้วยแรงเสียดทานหมุน.
ช่างเชื่อมของเราได้รับการรับรองจากสมาคมเชื่อมอเมริกัน (AWS) และองค์กรที่ได้รับการยอมรับอื่น ๆ การรับรองเป็นเฉพาะด้านกระบวนการ (TIG, MIG, Arc) วัสดุ (เหล็ก, อลูมิเนียม, สแตนเลส) และตำแหน่ง (ราบ, แนวนอน, แนวตั้ง, เหนือศีรษะ) เรายังมีการรับรองเฉพาะทางสำหรับอุตสาหกรรมการบินและอวกาศ (NADCAP), ถังแรงดัน (ASME), และการเชื่อมเหล็กโครงสร้าง (AWS D1.1)
การควบคุมการบิดเบี้ยวทำได้โดยการวางแผนลำดับการเชื่อมอย่างรอบคอบ การใช้เครื่องยึดที่เหมาะสม การจัดการความร้อน และบางครั้งก็ใช้เทคนิคการบิดเบี้ยวล่วงหน้า เราใช้แบบเชื่อมสมดุล การเชื่อมเป็นช่วงๆ และการควบคุมอุณหภูมิระหว่างชิ้นงาน สำหรับประกอบขนาดใหญ่ เราใช้แผ่นรองรับที่แข็งแรง จิ๊ก และเครื่องยึดเพื่อรักษาความแม่นยำของมิติในระหว่างการเชื่อม
เราดำเนินการตรวจสอบและทดสอบอย่างครอบคลุมตามมาตรฐานและความต้องการของลูกค้า ซึ่งรวมถึงการตรวจสอบด้วยสายตาตามมาตรฐาน AWS การทดสอบไม่ทำลาย (รังสี, อัลตราโซนิก, การแทรกซึมสี, ผงแม่เหล็ก) และเมื่อจำเป็น การทดสอบทำลาย เช่น การดึง, การงอ, และการทดสอบแรงกระแทก การทดสอบทั้งหมดได้รับการบันทึกและรับรองแล้ว
ต้นทุนการเชื่อมขึ้นอยู่กับประเภทและความหนาของวัสดุ ความซับซ้อนของรอยต่อ ข้อกำหนดกระบวนการเชื่อม มาตรฐานคุณภาพ และปริมาณการผลิต เวลานำขึ้นอยู่กับความพร้อมของวัสดุ ข้อกำหนดในการยึดจับ ความต้องการตรวจสอบ และภาระงานในปัจจุบัน การประกอบที่ซับซ้อนซึ่งต้องการขั้นตอนเฉพาะทางหรือการทดสอบอย่างละเอียดจะมีเวลานำที่นานขึ้นและต้นทุนที่สูงขึ้น