Giải pháp Hàn TIG, MIG & Hàn hồ quang chuyên nghiệp cho sản xuất chính xác. Từ các linh kiện hàng không vũ trụ đến các bộ phận ô tô, chúng tôi cung cấp dịch vụ hàn vượt trội với chất lượng và độ tin cậy không gì sánh kịp.

Khả năng hàn tiên tiến của chúng tôi bao gồm tất cả các quy trình hàn chính, đảm bảo kết quả tối ưu cho mọi ứng dụng và tổ hợp vật liệu.
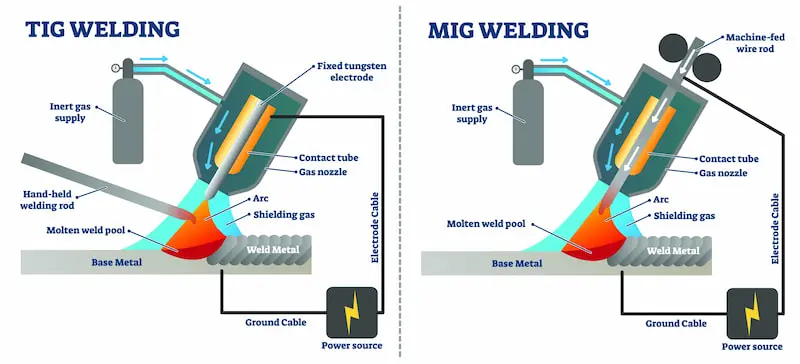
Hàn TIG (Gas Tungsten Arc Welding) mang lại độ chính xác và chất lượng vượt trội cho các vật liệu mỏng và các ứng dụng quan trọng. Hoàn hảo cho các thành phần hàng không vũ trụ, y tế và ô tô cao cấp.
Hàn hồ quang kim loại khí mang lại năng suất cao và tính linh hoạt cho hàn sản xuất. Lý tưởng cho các thành phần kết cấu, khung ô tô và gia công chung.
Hàn hồ quang kim loại phủ lớp bảo vệ cung cấp khả năng thâm nhập và độ bền tuyệt vời cho các ứng dụng công nghiệp nặng. Hoàn hảo cho thép cấu trúc, ống dẫn và hàn ngoài hiện trường.
Hiểu rõ sự khác biệt giữa các quy trình hàn giúp lựa chọn phương pháp tối ưu phù hợp với yêu cầu ứng dụng cụ thể của bạn.
Các thợ hàn được chứng nhận của chúng tôi có kinh nghiệm phong phú với nhiều loại vật liệu, đảm bảo các thông số và kỹ thuật hàn tối ưu cho từng ứng dụng.
304, 316, 410, 430 loại
6061, 5052, hợp kim 7075
A36, 1018, 4140 loại
Lớp 2, Ti-6Al-4V

Kỹ thuật chuyên biệt để hàn các kim loại khác nhau trong khi quản lý sự giãn nở nhiệt và vấn đề ăn mòn điện hóa.
Quy trình xử lý nhiệt trước và sau hàn để duy trì tính chất vật liệu và ngăn ngừa biến dạng.
Lựa chọn kim loại hàn phù hợp tối ưu dựa trên vật liệu nền, điều kiện dịch vụ và yêu cầu cơ học.
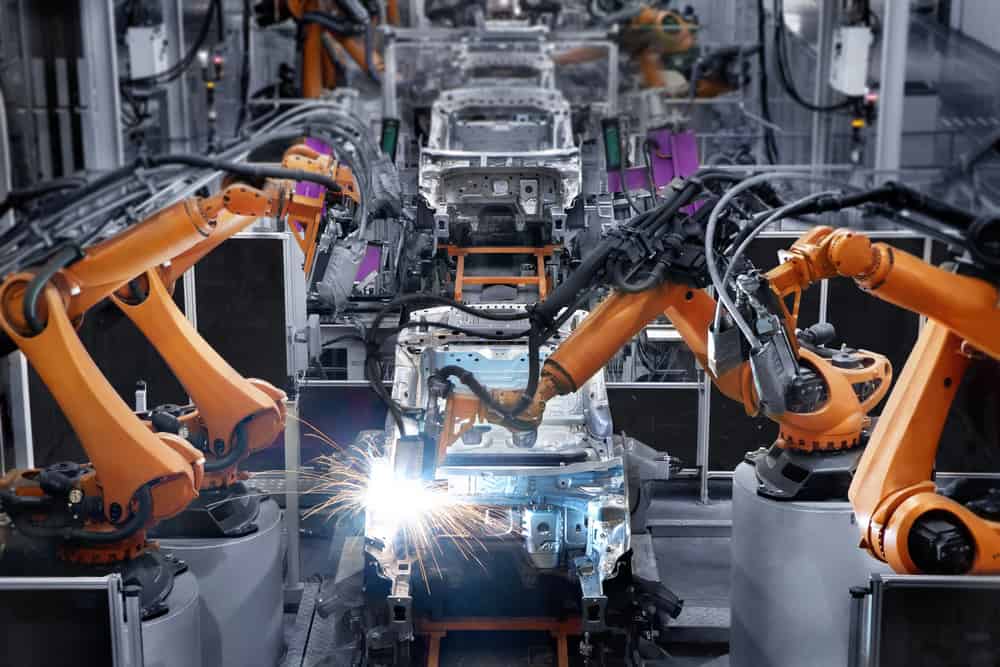
Hệ thống hàn robot tiên tiến của chúng tôi mang lại sự nhất quán, chính xác và năng suất vượt trội cho sản xuất số lượng lớn và các bộ phận phức tạp.
Toàn quyền di chuyển cho các hình học phức tạp và định vị súng hàn tối ưu trong bất kỳ ứng dụng hàn nào.
Theo dõi đường seam theo thời gian thực và các tham số hàn thích nghi để đảm bảo chất lượng nhất quán trên các biến thể của bộ phận.
Điều chỉnh tham số hàn thông minh dựa trên phản hồi thời gian thực để tối ưu hóa độ xuyên và chất lượng.
Tốc độ hàn nhanh hơn lên đến 300% so với vận hành thủ công với khả năng hoạt động 24/7.
Loại bỏ sự biến đổi của con người bằng các thông số hàn lặp lại và độ chính xác trong định vị.
Loại bỏ các nhà điều hành khỏi môi trường hàn nguy hiểm trong khi duy trì tiêu chuẩn an toàn cao.
Các kỹ thuật hàn chuyên dụng cho các ứng dụng quan trọng đòi hỏi chất lượng, độ chính xác và độ tin cậy vượt trội.
Làm sạch vật liệu, chuẩn bị mối hàn và thiết lập fixture để đảm bảo điều kiện hàn tối ưu và khả năng lặp lại.
Kiểm soát chính xác điện áp, dòng điện, tốc độ di chuyển và khí bảo vệ để đạt độ xuyên sâu và vẻ ngoài tối ưu.
Giám sát liên tục đặc điểm hồ quang và hành vi hồ hàn để phản hồi chất lượng ngay lập tức.
Giảm căng thẳng, xử lý nhiệt và các hoạt động hoàn thiện để đạt được các đặc tính cơ học cuối cùng.

Kiểm tra hình ảnh 100% theo tiêu chuẩn AWS D1.1 về chất lượng bề mặt và ngoại hình.
Kiểm tra không phá hủy bao gồm các phương pháp chụp X-quang, siêu âm và thấm dầu.
Thử nghiệm kéo, uốn và va đập để xác minh đặc tính cơ học và tính toàn vẹn của mối nối.
Thông số kỹ thuật quy trình hàn hoàn chỉnh (WPS) và hồ sơ xác nhận quy trình (PQR).
Các bộ phận phức tạp nhiều thành phần yêu cầu lắp ráp chính xác, kiểm soát biến dạng và đảm bảo tính toàn vẹn cấu trúc cho các ứng dụng đòi hỏi cao.

Khả năng hàn cấu trúc của chúng tôi bao gồm mọi thứ từ lắp ráp giá đỡ đơn giản đến các khung đa tấn phức tạp, đảm bảo tính toàn vẹn cấu trúc và tuân thủ các tiêu chuẩn kỹ thuật.
Khung thép cấu trúc nặng
Các bộ phận gia công chính xác
Nền tảng thiết bị tùy chỉnh
Kỹ thuật kim loại kiến trúc
Thứ tự hàn chiến lược để cân bằng ứng suất nhiệt
Giá đỡ cứng để duy trì độ chính xác kích thước
Nhiệt độ trung gian kiểm soát
Xử lý nhiệt sau hàn khi cần thiết
Khung nhà thương mại và công nghiệp, dầm và các yếu tố kiến trúc.
Nền tảng thiết bị và cấu trúc hỗ trợ gia công chính xác cho máy móc công nghiệp.
Các thành phần khung xe ô tô và xe tải nặng có yêu cầu về hiệu suất va chạm.
Phục vụ các ngành công nghiệp quan trọng với các giải pháp hàn chuyên dụng đáp ứng các yêu cầu về chất lượng và hiệu suất khắt khe nhất.
Các thành phần hàng không vũ trụ quan trọng yêu cầu tiêu chuẩn chất lượng cao nhất, vật liệu đặc biệt và khả năng truy xuất nguồn gốc đầy đủ.
Hàn sản xuất số lượng lớn cho các linh kiện ô tô với nhấn mạnh vào tính nhất quán và hiệu quả về chi phí.
Hàn chính xác cho thiết bị y tế với vật liệu tương thích sinh học và yêu cầu sản xuất trong phòng sạch.
Theo dõi vật liệu hoàn chỉnh từ nguyên liệu thô đến kiểm tra cuối cùng với đầy đủ hồ sơ tài liệu.
Hàn khí kiểm soát cho các vật liệu phản ứng và ứng dụng nhạy cảm với ô nhiễm.
Các quy trình kiểm tra toàn diện bao gồm kiểm tra mệt mỏi, ăn mòn và khả năng tương thích sinh học theo yêu cầu.

Quản lý chất lượng toàn diện đảm bảo mọi mối hàn đáp ứng hoặc vượt quá yêu cầu của đặc điểm kỹ thuật thông qua kiểm tra nghiêm ngặt và tài liệu hóa.
Xác minh chứng nhận vật liệu, kiểm tra kích thước và đánh giá tình trạng bề mặt trước hàn.
Giám sát tham số hàn theo thời gian thực, kiểm tra bằng hình ảnh giữa các lớp hàn, và xác minh kích thước.
Kiểm tra toàn diện về kích thước, hình ảnh và NDT kèm theo tài liệu và chứng nhận đầy đủ.

Phát hiện lỗi nội bộ bằng kỹ thuật tia X và tia gamma cho các mối hàn quan trọng.
Tần số sóng âm cao để phát hiện các gián đoạn dưới bề mặt và đo độ xuyên của mối hàn.
Phát hiện vết nứt bề mặt bằng phương pháp thấm dye huỳnh quang hoặc nhìn thấy để xác định chính xác các lỗi.
Phát hiện lỗi bề mặt và gần bề mặt trong vật liệu ferromagnetic bằng trường từ trường.
Nguyên tắc Thiết kế để Sản xuất (DFM) nhằm tối ưu hóa khả năng hàn, giảm thiểu chi phí và đảm bảo kết quả chất lượng cao.
Thiết kế các khớp nối với lối tiếp cận phù hợp cho thiết bị hàn và thao tác của người vận hành.
Chọn cấu hình khớp nối để đảm bảo sự hợp nhất hoàn toàn và khả năng thâm nhập đầy đủ.
Giảm thiểu biến dạng do hàn gây ra thông qua thiết kế mối nối phù hợp và lập kế hoạch trình tự hợp lý.
Chọn vật liệu có đặc tính hàn và đặc tính nhiệt phù hợp.
Thiết kế các mối nối giữa các vật liệu có độ dày tương tự để giảm thiểu tác dụng của bộ tản nhiệt.
Chọn các kim loại hàn phù hợp dựa trên đặc tính của vật liệu nền và điều kiện dịch vụ.
Truy cập hạn chế gây cản trở kỹ thuật hàn đúng cách
Thiết kế khoảng cách phù hợp và xem xét trình tự hàn
Nhiệt không đối xứng gây ra biến dạng và thay đổi kích thước
Cân bằng vị trí hàn và sử dụng dụng cụ cố định phù hợp
Thiết kế khớp nối kém gây cản trở khả năng thâm nhập đầy đủ
Tối ưu hóa hình học rãnh và các thông số hàn
Các chuyên gia trả lời các câu hỏi phổ biến về dịch vụ hàn kim loại, quy trình và yêu cầu chất lượng.
Hàn TIG (GTAW) sử dụng điện cực vonfram và khí trơ, cung cấp chất lượng và độ chính xác cao nhất nhưng tốc độ chậm hơn. Phù hợp cho vật liệu mỏng và các ứng dụng quan trọng. Hàn MIG (GMAW) sử dụng dây điện cực tiêu hao và nhanh hơn, phù hợp cho công việc sản xuất. Hàn hồ quang (SMAW) sử dụng điện cực tiêu hao có lớp phủ flux, mang lại tính di động và khả năng thâm nhập sâu cho công việc ngoài trời và vật liệu dày.
Hàn các kim loại không giống nhau trực tiếp gặp nhiều khó khăn do sự khác biệt về điểm nóng chảy, mở rộng nhiệt và sự hình thành các hợp kim liên kim dễ vỡ. Tuy nhiên, điều này có thể thực hiện được bằng các kỹ thuật đặc biệt như hàn ma sát, hàn nổ hoặc các mối nối chuyển tiếp với vật liệu trung gian phù hợp. Đối với nhôm và thép, chúng tôi thường sử dụng phương pháp bắt vít cơ học, liên kết bằng keo hoặc các quy trình hàn đặc biệt như hàn ma sát khuấy.
Thợ hàn của chúng tôi có chứng chỉ từ Hiệp hội Hàn Quốc Mỹ (AWS) và các tổ chức công nhận khác. Chứng chỉ phù hợp với các quy trình (TIG, MIG, hồ quang), vật liệu (thép, nhôm, thép không gỉ) và vị trí (bằng, ngang, dọc, trên đầu). Chúng tôi cũng duy trì các chứng chỉ chuyên môn cho ngành hàng không vũ trụ (NADCAP), bình chứa áp lực (ASME) và hàn thép cấu trúc (AWS D1.1).
Kiểm soát biến dạng được thực hiện thông qua lập kế hoạch cẩn thận về trình tự hàn, cố định phù hợp, quản lý nhiệt và đôi khi sử dụng kỹ thuật tiền biến dạng. Chúng tôi sử dụng các mẫu hàn cân đối, hàn gián đoạn và kiểm soát nhiệt độ giữa các lớp hàn. Đối với các bộ phận lớn, chúng tôi sử dụng các bộ đỡ chắc chắn, jig và dụng cụ cố định để duy trì độ chính xác kích thước trong quá trình hàn.
Chúng tôi thực hiện kiểm tra và thử nghiệm toàn diện dựa trên các tiêu chuẩn áp dụng và yêu cầu của khách hàng. Điều này bao gồm kiểm tra bằng mắt theo tiêu chuẩn AWS, thử nghiệm không phá hủy (chụp X quang, siêu âm, thấm dầu, hạt từ), và khi cần thiết, thử nghiệm phá hủy như kéo, uốn, va đập. Tất cả các thử nghiệm đều được ghi lại và chứng nhận.
Chi phí hàn phụ thuộc vào loại và độ dày của vật liệu, độ phức tạp của mối nối, yêu cầu quy trình hàn, tiêu chuẩn chất lượng và khối lượng sản xuất. Thời gian giao hàng bị ảnh hưởng bởi khả năng cung ứng vật liệu, yêu cầu cố định, kiểm tra cần thiết và khối lượng công việc hiện tại. Các bộ phận phức tạp yêu cầu quy trình đặc biệt hoặc kiểm tra mở rộng sẽ có thời gian giao hàng lâu hơn và chi phí cao hơn.