Tiêm khuôn hai-shot nâng cao và giải pháp đa vật liệu để tăng cường chức năng, độ bền và thẩm mỹ. Từ nguyên mẫu đến sản xuất số lượng lớn.
Overmolding là một quy trình đúc nhựa tiên tiến kết hợp hai hoặc nhiều vật liệu khác nhau thành một thành phần duy nhất, thống nhất. Kỹ thuật này liên quan đến việc đúc một vật liệu (thường là một elastomer mềm như TPE) lên trên một nền cứng đã có sẵn, tạo ra các sản phẩm có chức năng nâng cao, ergonomics được cải thiện và thẩm mỹ vượt trội.
Quy trình này cho phép nhà sản xuất tích hợp nhiều đặc tính vật liệu vào một bộ phận, loại bỏ các bước lắp ráp, giảm chi phí và tạo ra các sản phẩm mạnh mẽ hơn, bền hơn với trải nghiệm người dùng tốt hơn.
Chúng tôi cung cấp các giải pháp phủ ngoài toàn diện cho các tổ hợp vật liệu và ứng dụng khác nhau
Kết hợp nhựa cứng và nhựa dẻo để nâng cao chức năng và thiết kế đa màu sắc
Lớp cao su mềm mại trên nền cứng để tăng khả năng bám và thoải mái
Lớp phủ nhựa bảo vệ trên các thành phần kim loại để chống ăn mòn
Chất đàn hồi mềm trên kim loại cho các ứng dụng cầm nắm và tay cầm dụng cụ
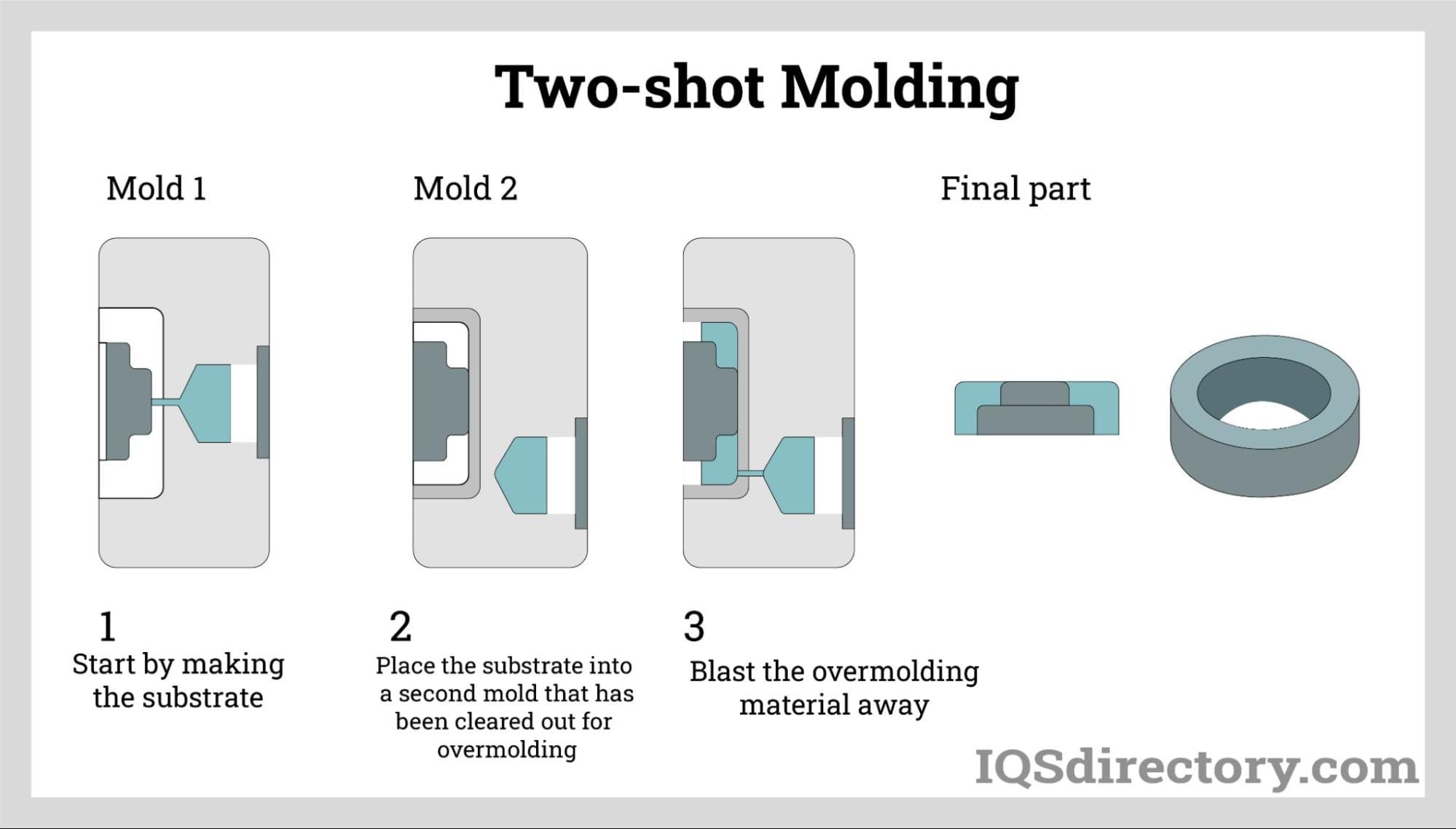
Một phương pháp tiếp cận có hệ thống để xuất sắc trong sản xuất đa vật liệu

Tạo thành phần cốt lõi bằng quy trình đúc tiêm tiêu chuẩn với các vật liệu nhiệt dẻo cứng
Kiểm tra nền để đảm bảo độ chính xác kích thước, chất lượng bề mặt và tính toàn vẹn của vật liệu
Chuyển chất nền đến trạm phủ ngoài và định vị trong khoang khuôn phụ
Tiêm vật liệu thứ hai (TPE/TPU) xung quanh hoặc lên bề mặt nền tạo liên kết phân tử
Cho phép thời gian làm mát thích hợp để liên kết vật liệu, sau đó đẩy phần đã hoàn thiện của lớp phủ quá trình.
Lựa chọn vật liệu toàn diện để hiệu suất tối ưu và khả năng tương thích
| Vật liệu Overmold | ABS | PC | PA | PP | POM |
|---|---|---|---|---|---|
| TPE (Styrenic) | C | C | M | M | M |
| TPU | C | C | C | M | M |
| TPV | M | M | M | C | M |
Giải pháp đổ khuôn phủ lớp trên nhiều ngành công nghiệp và ứng dụng khác nhau
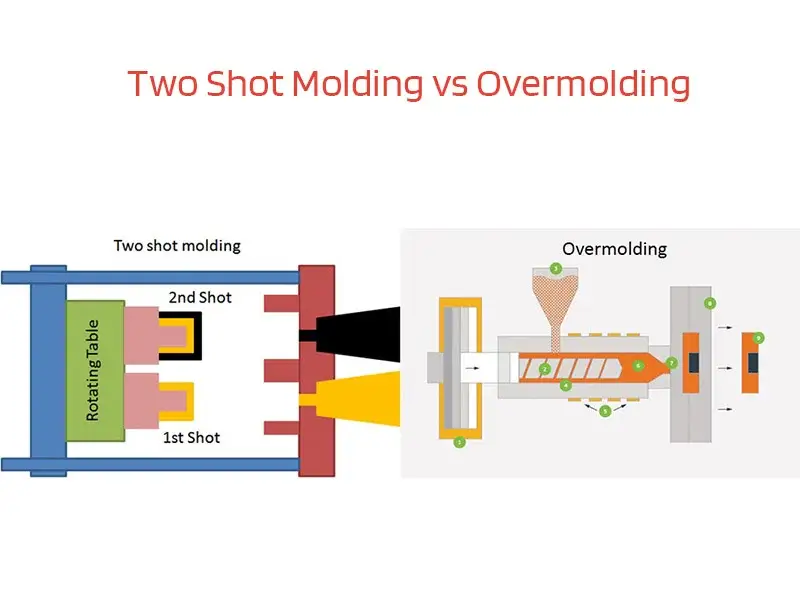
Hiểu rõ sự khác biệt giữa các phương pháp sản xuất
Những yếu tố cần thiết để thành công trong việc sản xuất các bộ phận phủ lớp trên
Kiểm soát chất lượng toàn diện trong suốt quá trình đổ lớp phủ
Xác minh khả năng tương thích, phân tích nhiệt và kiểm tra đặc tính cơ học
Kiểm tra độ bám dính, đánh giá độ bền kéo tách, và đánh giá độ bền
Đo lường CMM, xác minh dung sai và phân tích hình học
Đánh giá chất lượng bề mặt, độ đồng đều màu sắc và đánh giá thẩm mỹ
Tại sao chọn gia công phủ lớp cho dự án tiếp theo của bạn
Cải thiện khả năng chống va đập, bảo vệ chống mài mòn và kéo dài tuổi thọ sản phẩm thông qua cấu trúc đa vật liệu
Các bề mặt mềm mại, grip chống trượt và sự thoải mái nâng cao để cải thiện trải nghiệm người dùng và khả năng sử dụng sản phẩm
Giảm hoạt động lắp ráp, loại bỏ các bộ phận bắt vít, và tối ưu hóa quy trình sản xuất để giảm chi phí tổng thể
Thiết kế đa màu sắc, hình học phức tạp và sự kết hợp sáng tạo các chất liệu để tạo sự khác biệt độc đáo cho sản phẩm
Khả năng chống nước, chống hoá chất và bảo vệ môi trường xuất sắc cho các ứng dụng đòi hỏi cao
Sử dụng vật liệu tối ưu hóa, cấu trúc rỗng có thể thực hiện được, và bố trí vật liệu chiến lược để giảm trọng lượng
Ứng dụng thực tế của công nghệ đổ khuôn TPE

Phát triển tay cầm bàn chải đánh răng công thái học với nền PP có lớp phủ TPE để tăng cường độ bám và thoải mái trong quá trình sử dụng hàng ngày.
Tạo ra một cảm giác cầm chắc chắn, không trượt, đồng thời duy trì tính kinh tế và thẩm mỹ
TPE phủ lên nền PP với các vùng giữ chặt chiến lược và đường viền ngón tay công thái học
40% cải thiện sức mạnh cầm nắm, nâng cao sự thoải mái cho người dùng, và 25% giảm chi phí sản xuất
Các câu hỏi thường gặp về dịch vụ và quy trình đổ khuôn phủ ngoài
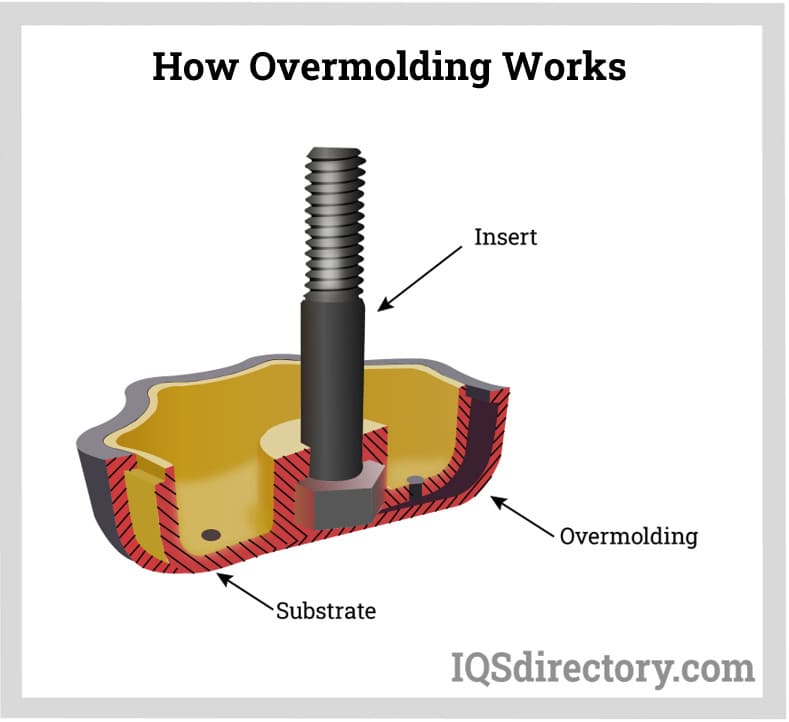
Quá trình phủ lớp bao gồm việc đổ khuôn một vật liệu (thường là TPE) lên một nền nhựa đã được đúc sẵn để tạo thành một bộ phận gồm hai vật liệu. Đúc lồng ghép đặt các thành phần đã được định hình sẵn (thường là kim loại) vào trong khuôn trước khi tiêm nhựa xung quanh chúng. Quá trình phủ lớp bao tập trung vào sự liên kết vật liệu để nâng cao chức năng, trong khi đúc lồng ghép tích hợp các thành phần khác nhau.
Các vật liệu nền phổ biến bao gồm ABS, PC, PA (Nylon) và PP. Các vật liệu phủ thường gặp là TPE, TPU, TPV và cao su silicone lỏng (LSR). Việc lựa chọn vật liệu phụ thuộc vào các đặc tính yêu cầu như độ linh hoạt, khả năng chống hóa chất, phạm vi nhiệt độ và khả năng kết dính. Chúng tôi cung cấp dịch vụ kiểm tra khả năng tương thích vật liệu để đảm bảo độ bám dính tối ưu.
Thời gian giao hàng thay đổi tùy theo độ phức tạp của dự án. Các dự án đúc phủ đơn giản có thể hoàn thành trong 15-20 ngày làm việc, trong khi các hình dạng phức tạp hoặc kết hợp vật liệu mới có thể mất từ 3-6 tuần. Dụng cụ mẫu giảm thời gian giao hàng ban đầu, và chúng tôi cung cấp dịch vụ nhanh chóng cho các yêu cầu khẩn cấp.
Chúng tôi đảm bảo sự liên kết chặt chẽ thông qua kiểm tra khả năng tương thích vật liệu, chuẩn bị bề mặt đúng cách, các đặc điểm khóa cơ học và các thông số xử lý tối ưu. Nhóm thiết kế của chúng tôi tích hợp các rãnh, kết cấu bề mặt và các đặc điểm hình học thúc đẩy liên kết cơ học, trong khi kiểm tra khả năng tương thích hóa học xác nhận sự bám dính phân tử.
Kiểm soát chất lượng của chúng tôi bao gồm kiểm tra vật liệu đầu vào, xác minh kích thước nền, thử nghiệm độ bền liên kết, kiểm tra bằng mắt để phát hiện lỗi, và phân tích kích thước cuối cùng. Chúng tôi duy trì chứng nhận ISO 9001:2015 và cung cấp các báo cáo chất lượng chi tiết bao gồm chứng chỉ vật liệu, báo cáo kích thước và dữ liệu độ bền liên kết.
Có, quá trình phủ lớp ngoài (overmolding) rất phù hợp cho sản xuất số lượng nhỏ do chi phí khuôn mẫu thấp hơn so với ép hai lần. Giải pháp khuôn nhôm của chúng tôi cung cấp sản xuất tiết kiệm chi phí cho số lượng từ 100 đến hơn 10.000 chi tiết. Chúng tôi cũng cung cấp dịch vụ tạo mẫu nhanh để xác nhận thiết kế trước khi cam kết sản xuất khuôn mẫu.
Chắc chắn rồi. Chúng tôi cung cấp quá trình phủ ngoài y tế đạt tiêu chuẩn ISO 13485, vật liệu tương thích sinh học và khả năng sản xuất trong phòng sạch. Các ứng dụng y tế phổ biến bao gồm tay cầm dụng cụ phẫu thuật, thiết bị truyền thuốc, thiết bị chẩn đoán và các thành phần giao tiếp với bệnh nhân yêu cầu bề mặt mềm mại.