先進的雙射注塑和多材料解決方案,提升功能性、耐用性與美觀性。從原型到大量生產。
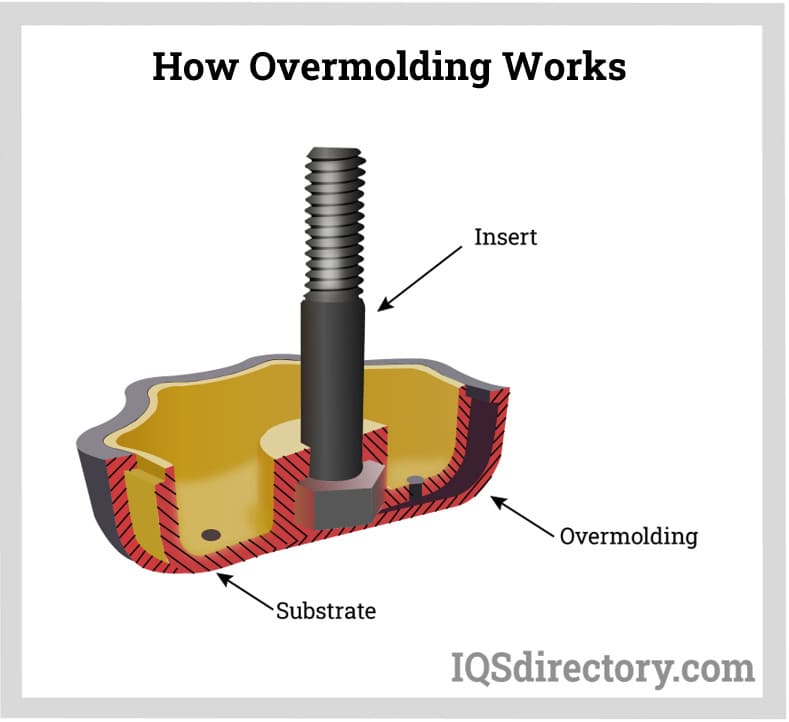
過模是一種先進的注塑成型工藝,將兩種或多種不同材料結合成一個統一的元件。此技術涉及在預先存在的剛性基底上模塑一種材料(通常是像TPE這樣的軟彈性體),製造出具有增強功能性、改善人體工學和優越美觀的產品。
該流程使製造商能將多種材料特性整合到一個零件中,消除組裝步驟,降低成本,並打造更堅固、更耐用且具有更佳使用體驗的產品。
我們提供各種材料組合和應用的全面包覆成型解決方案
結合剛性與柔性塑膠,以提升功能性與多彩設計
軟觸感彈性體覆蓋在硬質基底上,提供卓越的抓握感與舒適度
金屬零件的防腐蝕保護塑膠塗層
軟質彈性體覆蓋金屬,用於工具手柄和握把應用
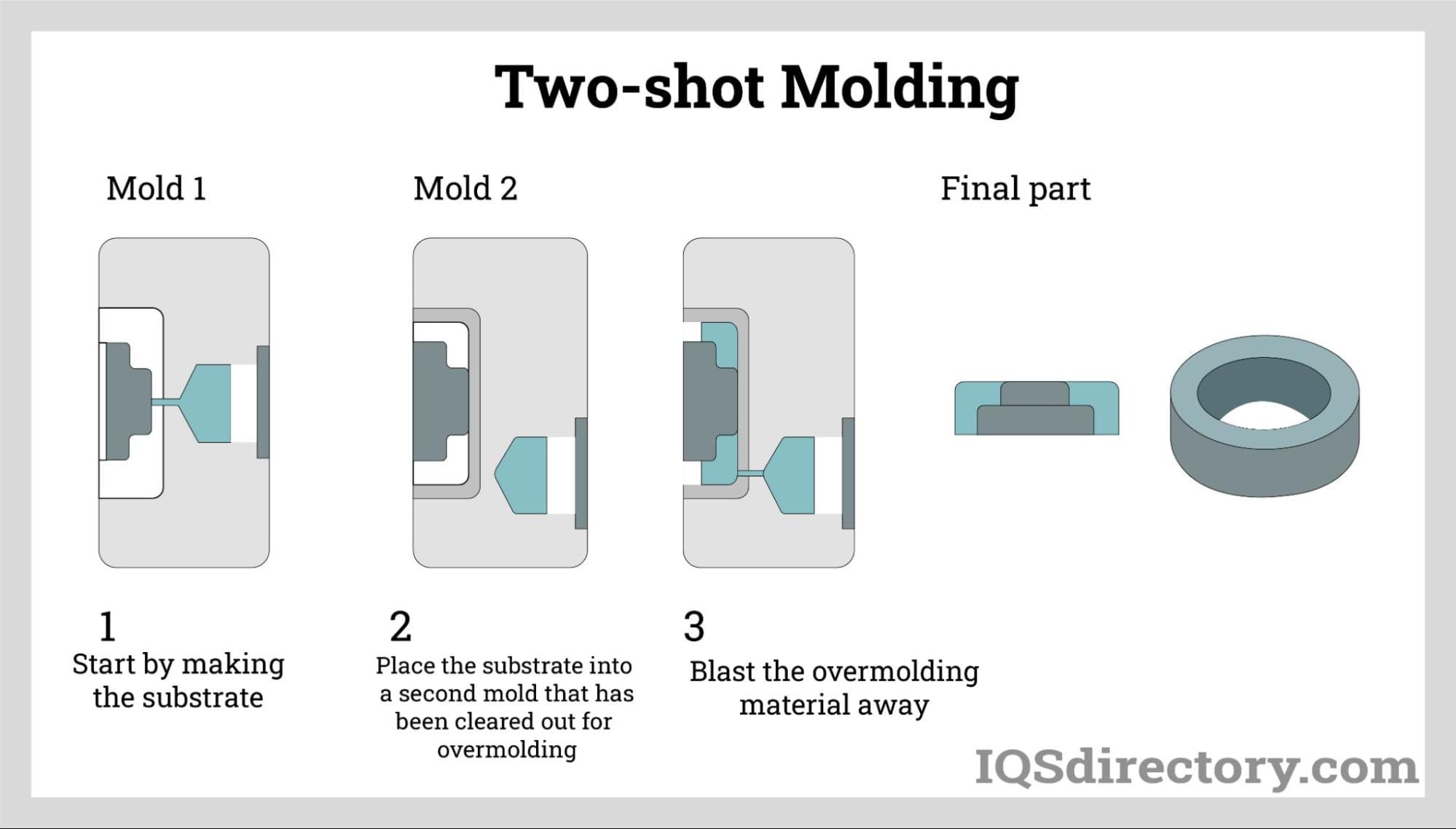
一個系統化的多材料製造卓越方法

使用剛性熱塑性材料,採用標準注塑方式製作核心元件
檢查基板的尺寸精度、表面品質與材料完整性
將基材轉移至包覆模站並放置於次級模腔內
在基材周圍或上方注入第二材料(TPE/TPU),形成分子鍵結
允許適當的冷卻時間以進行材料黏合,然後推出成品包覆成型件
全面的材料選擇以達到最佳性能與相容性
| 覆模材料 | ABS | PC | PA | PP | POM |
|---|---|---|---|---|---|
| TPE(苯乙烯彈性體) | C | C | M | M | M |
| TPU | C | C | C | M | M |
| TPV | M | M | M | C | M |
跨多個產業與應用的覆模解決方案
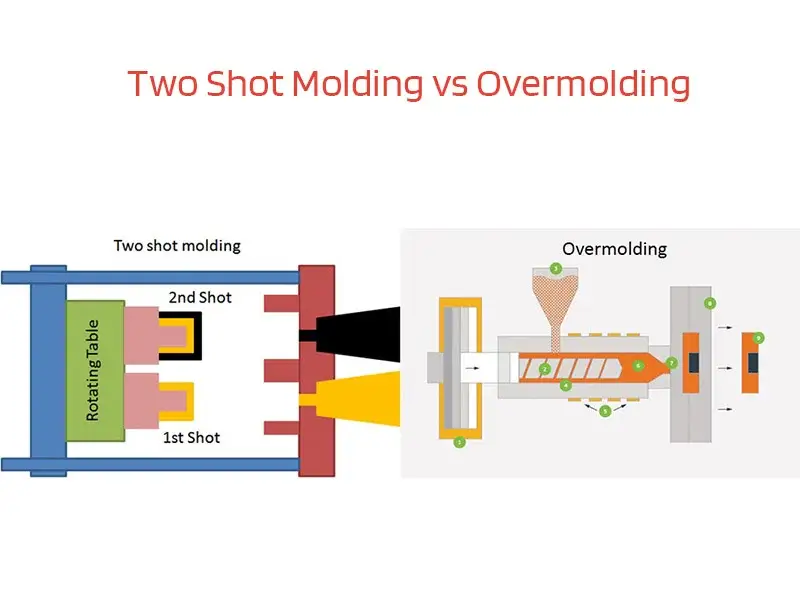
了解製造方法之間的差異
成功覆模零件的基本考量
在包覆成型過程中進行全面的品質控制
相容性驗證、熱分析與機械性能測試
粘附性測試、剝離強度評估與耐久性評估
CMM測量、公差驗證與幾何分析
表面品質評估、色彩一致性與外觀檢查
為什麼選擇覆模技術來進行您的下一個專案
通過多材料結構改善抗衝擊性、耐磨保護,並延長產品壽命
柔軟觸感表面、防滑握把,以及提升舒適度,帶來更佳的使用體驗與產品可用性
減少組裝作業,消除緊固件,並精簡生產以降低整體成本
多色設計、複雜幾何圖形以及創意材料組合,打造獨特的產品差異化
優異的防水、防化學品和環境保護性能,適用於嚴苛的應用場合
優化材料使用,可能的空心結構,以及戰略性材料佈局以節省重量
TPE覆模技術的實際應用

開發一款符合人體工學的牙刷柄,採用聚丙烯基底並覆蓋TPE包覆,提升握持感與日常使用的舒適度。
創造一個舒適、防滑的握把,同時兼顧成本效益與美觀性
TPE在聚丙烯基底上的覆模,具有策略性握持區域和符合人體工學的指槽輪廓
40% 改善了握力,提升了使用者的舒適度,並降低了 25% 的製造成本
關於覆模服務與流程的常見問題
覆模涉及將一種材料(通常為TPE)模塑在預先成型的塑膠基底上,以製作雙材料零件。插入模塑則是在注塑前將預成型的零件(通常為金屬)放入模具中。覆模著重於材料的黏合以提升功能性,而插入模塑則是將不同的零件整合在一起。
熱門基底材料包括 ABS、PC、PA(尼龍)和 PP。常見的覆模材料有 TPE、TPU、TPV 和液態矽膠(LSR)。材料選擇取決於所需的性能,如柔韌性、耐化學性、溫度範圍和黏合相容性。我們提供材料相容性測試,以確保最佳黏著效果。
交貨時間因專案複雜度而異。簡單的覆模專案可在15-20個工作天內完成,而複雜的幾何形狀或新材料組合可能需要3-6週。原型模具可縮短初期交貨時間,我們也提供加急服務以滿足緊急需求。
我們通過材料相容性測試、適當的表面處理、機械鎖合特徵以及最佳化的加工參數來確保牢固的結合。我們的設計團隊融入了倒角、紋理和幾何特徵,以促進機械結合,同時化學相容性測試則驗證分子黏著性。
我們的品質控制包括來料檢驗、基板尺寸驗證、黏合強度測試、缺陷的外觀檢查,以及最終尺寸分析。我們持有ISO 9001:2015認證,並提供詳細的品質報告,包括材料證書、尺寸報告和黏合強度數據。
是的,覆模非常適合低量生產,因為與雙射模塑相比模具成本較低。我們的鋁模解決方案提供從100到超過10,000個零件的經濟高效生產。我們也提供快速原型製作服務,用於設計驗證,避免在投入生產模具前的風險。
沒錯。我們提供符合ISO 13485認證的醫療級覆模,使用生物相容材料,並具備潔淨室製造能力。常見的醫療應用包括手術器械手柄、藥物傳遞裝置、診斷設備,以及需要柔軟觸感表面的患者界面元件。