為什麼選擇擠壓散熱器?
擠壓鋁散熱器代表了行業中最廣泛採用的熱管理解決方案,提供性能、成本效益和製造效率的最佳平衡。
Cost-Effective
最經濟的散熱器製造方法,具有最低的模具成本和高生產效率。
輕量設計
鋁合金結構提供優異的熱性能,同時保持最小的重量影響。
設計彈性
從簡單直鰭到複雜幾何形狀的廣泛輪廓選項,以實現最佳散熱效果。
快速生產
具有一致品質與尺寸精度的快速原型製作與大量生產能力。
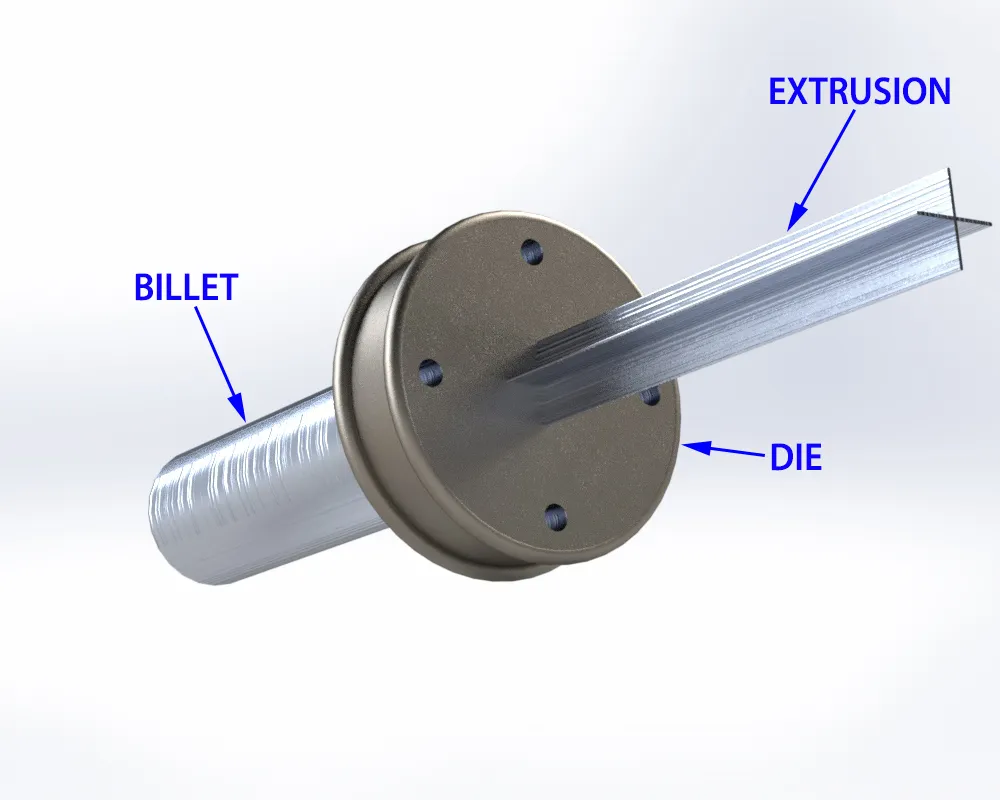
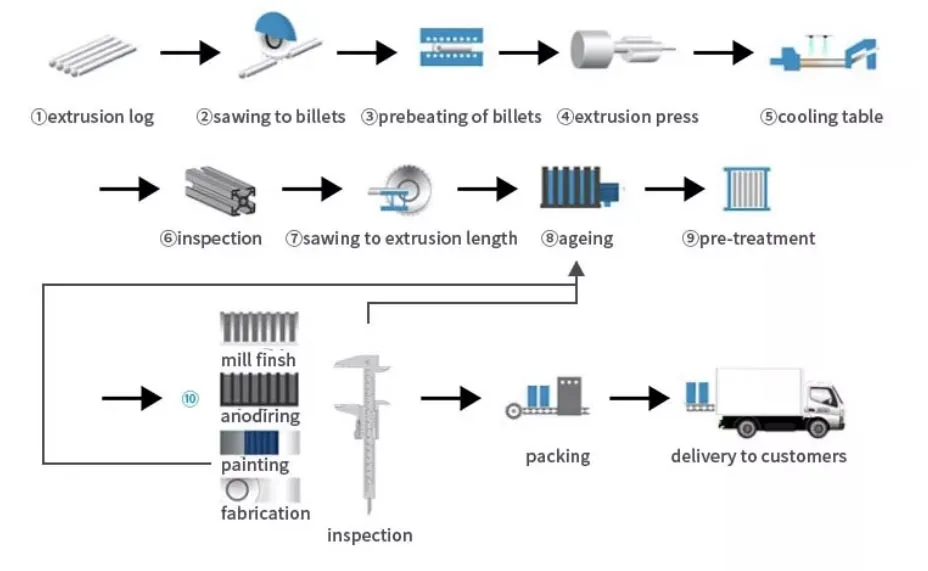
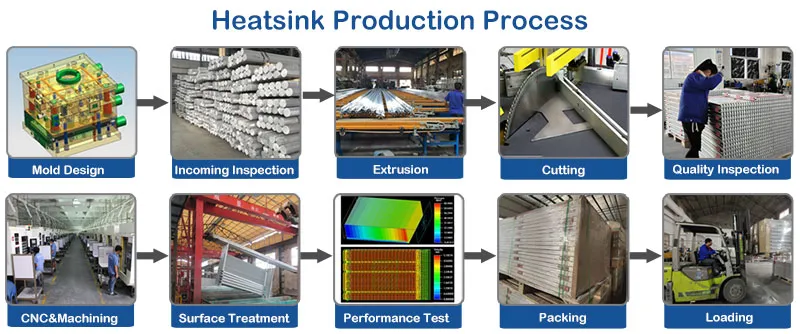
高級鋁擠壓工藝
我們的尖端擠壓技術將鋁錠轉變為精密的散熱器型材,通過受控的高溫成型工藝。
精密擠出技術
坯料準備
鋁合金鋳塊(6061/6063合金)加熱至520-540°C,以達到最佳的可塑性和流動性。
死的形成
高壓液壓缸將熔融鋁材壓過精密鋼模,以打造所需的輪廓形狀。
冷卻與整飾
受控冷卻過程,隨後進行精密切割、加工和表面處理應用。
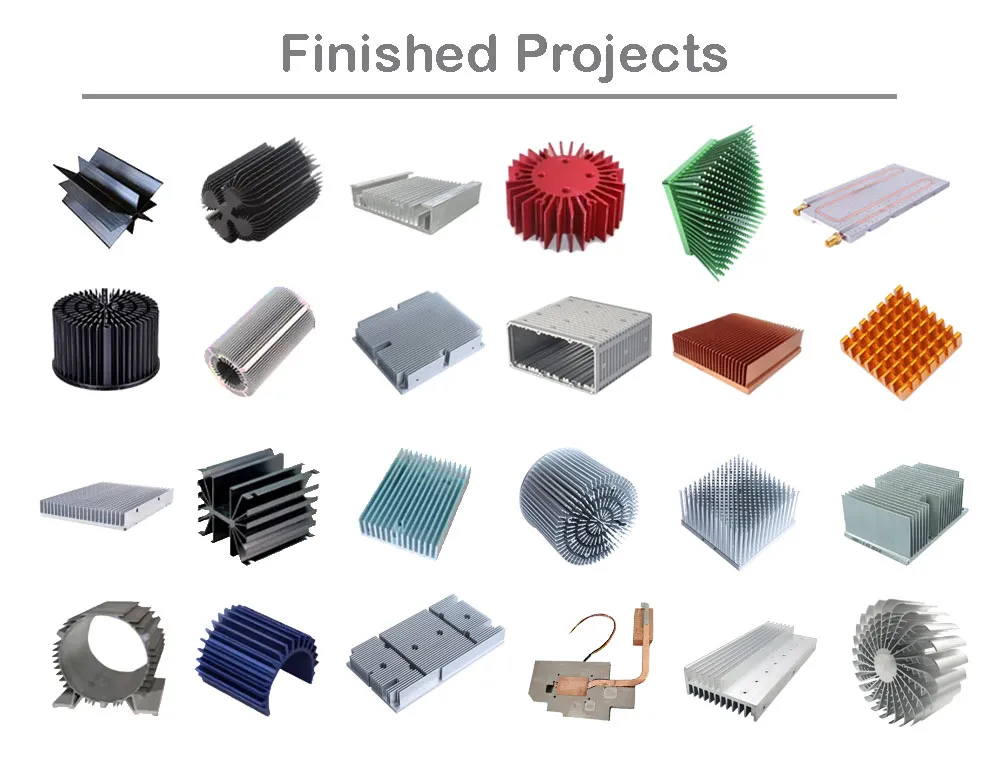
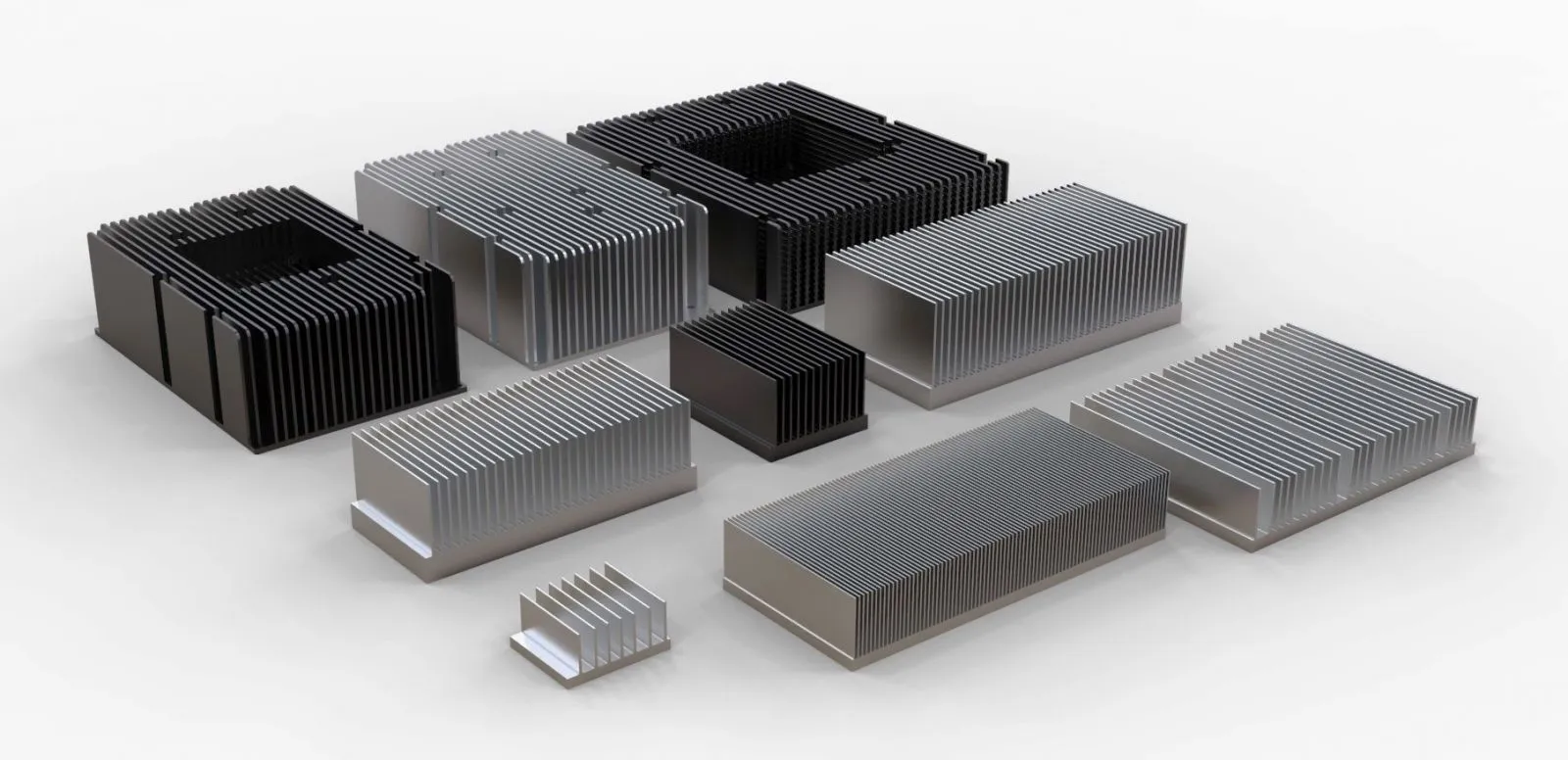
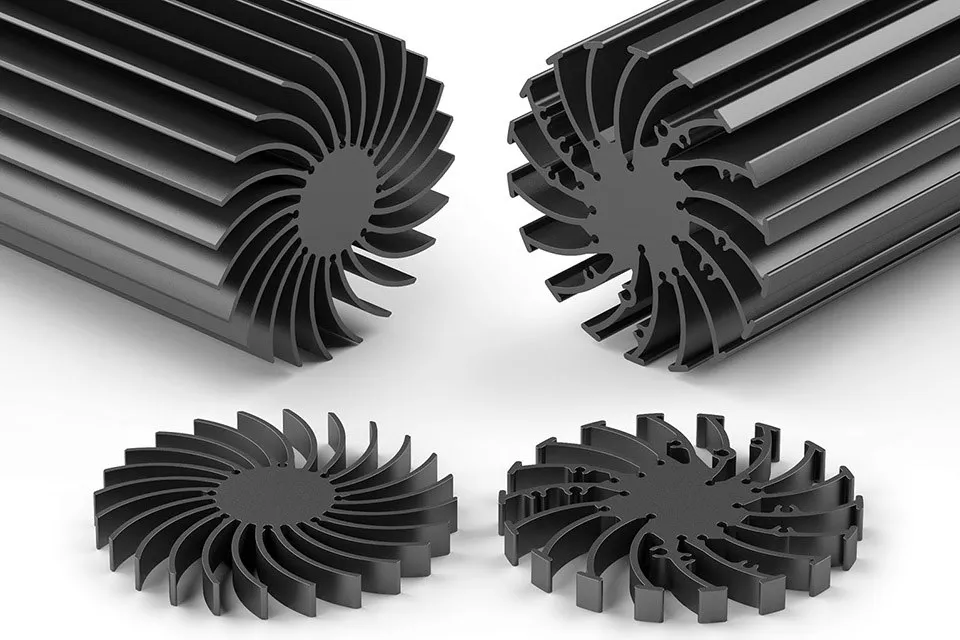
全面擠壓散熱器解決方案
從標準型輪廓到複雜的客製化設計,我們的擠出能力涵蓋各行各業熱管理需求的全部範疇。

直鰭散熱器
提供可靠熱性能的標準線性散熱器設計,適用於一般電子冷卻應用。
- 金屬高度:10-100mm
- 基本厚度:2-20mm
- 標準陽極氧化可用

自訂型號散熱片
具有優化鰭片幾何形狀的工程化輪廓,以提升熱性能與空間效率。
- 複雜幾何圖形
- 整合式安裝功能
- 應用程式專屬設計
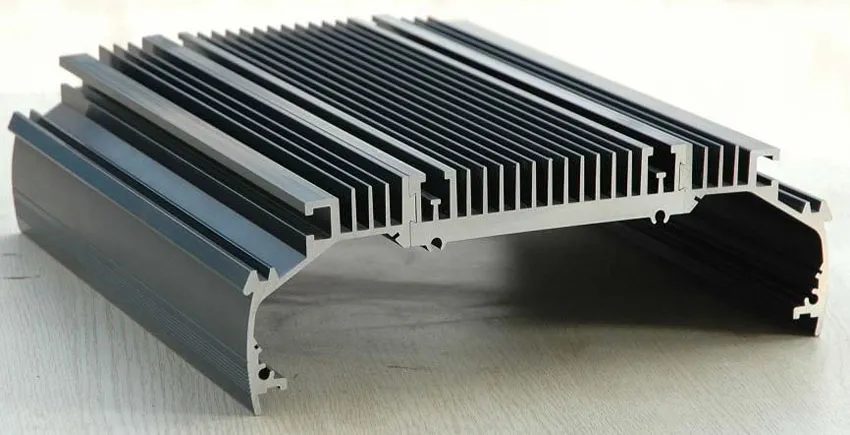
大型擠壓型材
適用於工業應用、具有大量熱散發能力的高容量散熱器。
- 寬度最高至600mm
- 高鰭密度選項
- 工業級性能
技術規格與能力
我們擠壓散熱器製造能力的全面技術資料
材料性質
製造公差
生產能力
產業應用
擠壓式散熱器在各種產業中提供可靠的熱管理解決方案,從消費電子產品到工業設備。
電子與計算
- CPU 和 GPU 散熱
- 伺服器與資料中心設備
- 消費電子產品
- 電源模組
LED 照明系統
- 高功率 LED 模組
- 街道與區域照明
- 建築照明
- 工業照明燈具
汽車電子
- 電動車零件
- 電力逆變器
- ECU冷卻系統
- 資訊娛樂系統
擠壓與替代製造方法
了解擠壓技術相較於其他散熱器製造工藝的優勢
| 製造方法 | 成本效益 | 生產速度 | 設計彈性 | 熱性能 | 典型應用 |
|---|---|---|---|---|---|
| 鋁擠型 | 一般電子產品、LED照明、消費性裝置 | ||||
| 冷鍛 | 高功率應用,汽車,精密冷卻 | ||||
| 薄片鰭 | 高密度冷卻,緊湊空間,優質應用 | ||||
| 壓鑄 | 複雜的形狀、整合的功能、中等性能 |
為何擠出技術引領市場
主要優勢
- 大多數應用的每單位最低成本
- 快速模具製作與快速生產啟動
- 優秀的尺寸一致性
- 最小化材料浪費
- 提供多種標準輪廓選擇
考慮因素
- 僅限於2D輪廓形狀
- 薄度限制(最小約0.8mm)
- 不太適合用於非常高熱通量的應用
- 標準鋁合金限制熱傳導性
客製化設計與工程服務
我們的專家工程團隊提供從概念到生產的全面設計支援,確保您的特定應用需求達到最佳的熱性能。
端到端設計支援
熱分析與建模
先進的CFD模擬與熱模擬,以優化散熱器幾何形狀,達到最大散熱效率。
自訂個人資料設計
量身定制的擠壓型材,設計以滿足特定的熱性能、機械性能和空間限制。
快速原型製作
快速原型開發與測試,以驗證熱性能,然後再進行全面生產。
7-14 天
標準複雜度設計的典型原型交付時間
專責工程師
每個客製設計專案都指派個人專案經理
ISO 9001 認證
確保設計與生產標準一致的品質管理系統
表面處理與拋光選項
提升熱性能、耐腐蝕性與美觀外觀,盡在我們的全面表面處理服務
陽極氧化
增強的耐腐蝕性與改善的熱輻射率。提供自然色、黑色及彩色飾面。
- • 類型 II 和類型 III 可用
- • 厚度:5-25 μm
- • 改良的熱輻射
黑色陽極氧化
具有專業黑色外觀的最佳熱輻射性能。理想用於 LED 和電子產品。
- • 發射率:0.85-0.90
- • 統一色彩一致性
- • 強化散熱
粉末塗裝
耐用的保護塗層,提供多種顏色和質地選擇。非常適合戶外和工業應用。
- • 廣泛的色彩選擇
- • 優異的耐用性
- • 環境保護
加工
用於安裝孔、槽和定制特徵的精密數控加工。保持嚴格的尺寸公差。
- • 安裝孔圖案
- • 自訂凹槽/通道
- • 精密公差
常見問題
專家解答關於擠壓散熱器製造與應用的常見問題