專業TIG、MIG與弧焊解決方案,適用於精密製造。從航空航天零件到汽車組裝,我們提供卓越的焊接服務,品質與可靠性無與倫比。

我們的尖端焊接能力涵蓋所有主要焊接工藝,確保每個應用和材料組合都能取得最佳效果。
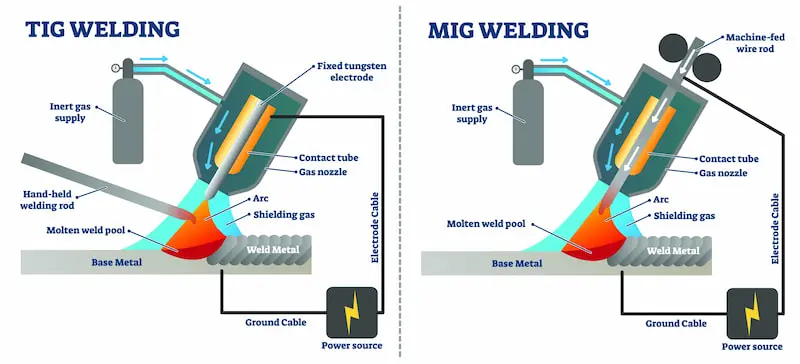
氬弧焊提供卓越的精確度與品質,適用於薄材料與關鍵應用。非常適合航空航天、醫療以及高端汽車零件。
氣體金屬弧焊提供高生產率和多功能性,適用於生產焊接。理想用於結構零件、汽車車架和一般製造。
被覆式電弧焊提供優良的滲透性和強度,適用於重型應用。非常適合結構鋼、管線和現場焊接。
了解焊接工藝之間的差異,有助於選擇最適合您特定應用需求的方法。
我們的認證焊工擁有豐富的各種材料經驗,確保每個應用的最佳焊接參數和技術。
304、316、410、430 等級
6061, 5052, 7075 合金
A36、1018、4140 等級
二年級,Ti-6Al-4V

專門用於連接不同金屬的技術,同時處理熱膨脹和電蝕腐蝕問題。
預焊與後焊熱處理規範以維持材料性能並防止變形。
根據基材、使用條件及機械需求,最佳的填充金屬匹配。
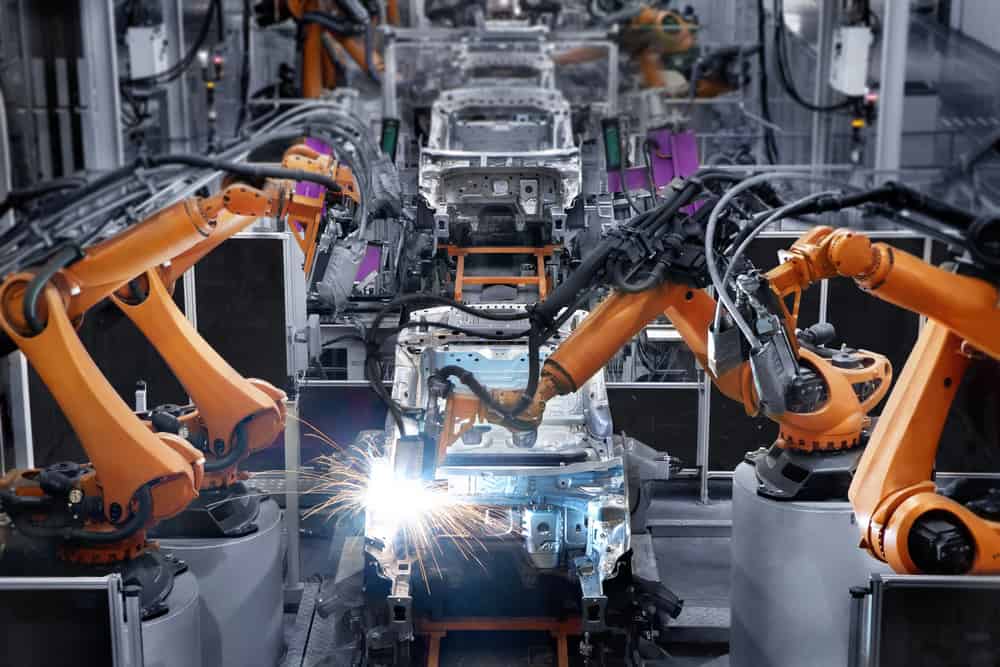
我們的先進機器人焊接系統在大量生產和複雜組裝方面,提供無與倫比的一致性、精確度和生產力。
在任何焊接應用中,對複雜幾何形狀提供完全的運動自由度與最佳火炬定位。
即時縫合追蹤與自適應焊接參數,確保零件變異的一致品質。
基於即時反饋的智能焊接參數調整,以達到最佳穿透力與品質。
與人工操作相比,最高可達300%的更快焊接速度,並具備24/7全天候運作能力。
消除人為變異,確保焊接參數和定位精度可重複。
在保持高安全標準的同時,移除危險焊接環境中的操作員。
針對需要卓越品質、精確度與可靠性的關鍵應用,採用專業的焊接技術。
材料清潔、接頭準備與夾具設置,以確保最佳焊接條件與重複性。
精確控制電壓、電流、行進速度與屏蔽氣體,以達到最佳穿透與外觀。
持續監測弧特性與焊池行為,以即時提供品質反饋。
減壓、熱處理與整飾作業以達到最終機械性能。

100% 按照 AWS D1.1 標準進行表面品質與外觀的目視檢查。
非破壞性測試,包括射線、超聲波和染色滲透方法。
拉伸、彎曲及衝擊測試以驗證機械性能與接合完整性。
完整的焊接程序規範(WPS)與程序認證記錄(PQR)。
需要精確配合、變形控制與結構完整性的複雜多元組件裝配,適用於嚴苛的應用場合。

我們的結構焊接能力涵蓋從簡單的支架組裝到複雜的多噸框架,確保結構完整性並符合工程規範。
重型結構鋼框架
精密加工組件
客製化設備平台
建築金屬工藝
策略焊接順序以平衡熱應力
剛性固定裝置以保持尺寸精度
受控的中間層溫度
焊後熱處理(如有需要)
商業與工業建築的框架、桁架與建築元素。
工業機械用的精密加工設備底座與支撐結構。
具有碰撞性能要求的汽車及重型車輛底盤零件。
為關鍵產業提供符合最嚴苛品質與性能要求的專業焊接解決方案。
需要最高品質標準、特殊材料以及完整追溯性的關鍵航空航天零件。
以高產量為重點的汽車零件焊接,強調一致性與成本效益。
具有生物相容材料和潔淨室製造要求的醫療器械精密焊接。
從原材料到最終檢驗的完整材料追溯,附有完整的文件包。
反應性材料和對污染敏感應用的控制氣氛焊接。
包括疲勞、腐蝕及生物相容性測試在內的全面測試規範。

全面的品質管理,確保每個焊接都符合或超過規格要求,通過嚴格的測試和文件記錄。
焊接前的材料認證驗證、尺寸檢查及表面狀況評估。
即時焊接參數監控、層間視覺檢查與尺寸驗證。
全面的尺寸、視覺與非破壞性測試,並附完整文件與認證。

使用 X 光和伽馬射線技術進行關鍵焊接的內部缺陷檢測。
高頻聲波用於檢測地下不連續性和測量焊接滲透深度。
使用熒光或可見染料滲透劑進行表面裂紋檢測,以精確識別缺陷。
利用磁場在鐵磁材料中進行表面及近表面缺陷檢測
為製造而設計(DFM)原則,以優化焊接性、降低成本,並確保高品質的結果。
設計接頭時,應留有足夠的空間供焊接設備和操作人員操作。
選擇接頭配置以確保完全融合和充分滲透。
通過適當的接頭設計和工序規劃,將焊接引起的變形降到最低。
選擇具有相容焊接特性與熱性質的材料。
設計相似厚度材料之間的接合點,以最小化散熱效果。
根據基材性質與使用條件選擇適當的填充金屬。
限制存取阻礙正確焊接技術
設計適當的間隙並考慮焊接順序
非對稱加熱導致翹曲和尺寸變化
平衡焊接位置並使用適當的夾具
糟糕的接頭設計阻礙了充分的滲透
優化槽形幾何與焊接參數
專家解答有關金屬焊接服務、流程與品質要求的常見問題。
TIG(GTAW)焊接使用鎢電極和惰性氣體,提供最高品質和精確度,但速度較慢。它非常適合薄材料和關鍵應用。MIG(GMAW)焊接使用可消耗的焊絲電極,速度較快,適合大量生產工作。弧焊(SMAW)使用帶有助焊劑塗層的可消耗電極,具有便攜性和深層滲透能力,適用於現場作業和厚材料。
直接焊接不同金屬由於熔點、熱膨脹以及脆性金屬間化合物的形成差異而具有挑戰性。然而,可以使用專門的技術來實現,例如摩擦焊、爆炸焊或具有相容中間材料的過渡接頭。對於鋁與鋼,我們常使用機械緊固、膠合或專門的焊接工藝,如摩擦攪拌焊。
我們的焊工持有來自美國焊接協會(AWS)及其他認可機構的認證。認證涵蓋特定工藝(TIG、MIG、弧焊)、材料(鋼、鋁、不銹鋼)以及位置(平焊、水平焊、垂直焊、 overhead焊)。我們也擁有航空航天(NADCAP)、壓力容器(ASME)和結構鋼(AWS D1.1)焊接的專業認證。
變形控制是通過仔細規劃焊接順序、適當的夾具、熱管理,有時還使用預變形技術來實現的。我們採用平衡的焊接模式、間歇焊接以及受控的焊道間溫度。對於大型組件,我們使用支撐架、治具和夾具來在焊接過程中保持尺寸精度。
我們根據適用的規範和客戶需求進行全面的檢查和測試。這包括按照AWS標準進行的外觀檢查、非破壞性測試(X光、超聲波、滲透測試、磁粉測試),以及在需要時進行的破壞性測試,如拉伸、彎曲和衝擊測試。所有測試均有文件記錄和認證。
焊接成本取決於材料類型和厚度、接頭的複雜程度、焊接工藝要求、品質標準以及生產量。交貨時間受到材料供應情況、夾具需求、檢驗需求以及當前工作負荷的影響。需要特殊工藝或大量測試的複雜組裝將具有較長的交貨時間和較高的成本。